I often see buyers start with coating names. That can hide the real risk. A wrong process choice can bring unstable quality and costly downtime.
I evaluate thermal spray applications in aerospace engine components by first defining the component task, the failure mode, the process window, the gun stability need, and the consumable consistency risk. I do not treat aerospace coatings as a simple list of coating names or powder grades.

I work as a thermal spray gun and consumables manufacturer. I support spray service providers, OEM customers, and integrators. I do not present myself as an aerospace coating certification authority. I also do not claim that an aftermarket part can replace a certified aerospace approval. I see the topic from another close angle. I see how spray gun condition, cathode and anode precision, barrel quality, chamber geometry, bore finish, and batch consistency affect the process day after day.
When a customer asks me about aerospace engine component applications, I do not begin with a coating table. I begin with the part and the job. A turbine blade does not ask for the same risk control as a compressor part1. A sealing area does not ask for the same spray behavior as a shaft repair. A hot-section part may need heat protection. A wear area may need dense and hard coating behavior. A dimensional repair may need controlled build-up. Each task changes the process choice and the stability target.
I have learned this from many real conversations. A buyer may ask, “Can this gun model be used?” That question is too early. I usually ask, “What component are you spraying? What failure mode do you need to control? What process window do you use? What variation can your line accept?” These questions sound simple, but they often decide if production stays stable.
Why Do Aerospace Engine Components Have Different Coating Tasks—Not Just Different Coating Names?
I see confusion when buyers compare only coating names. That shortcut can miss the true component function. A coating name alone cannot protect a production line.
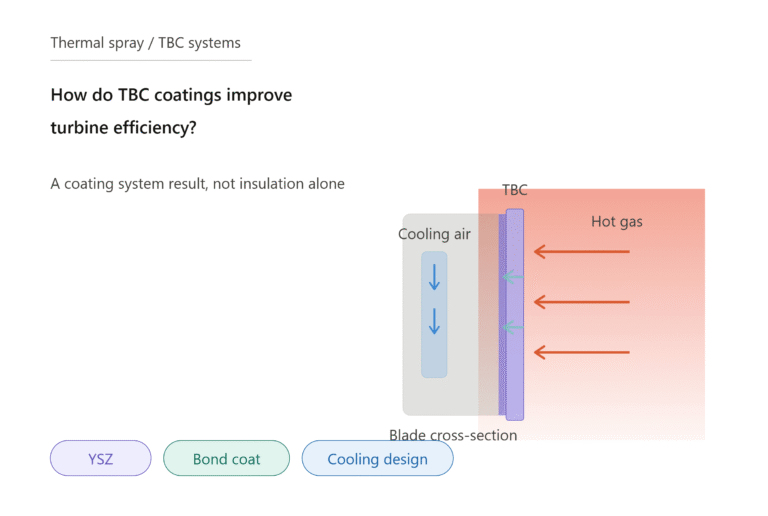
I treat aerospace engine coating selection as a task-based decision. Hot-section parts may focus on heat protection2. Compressor parts, shafts, and seal areas may focus on wear, repair, or clearance control. The final coating system and standard must always be checked against the project requirement.

I start with the component task
I do not like to start with a long list of engine parts. It looks useful, but it can become weak if it does not connect to the real decision. I prefer to ask what the coating must do. The same spray process can look very different when the part geometry, load, temperature, and risk level change.
| Component area I may discuss | Main task I usually clarify | Key production risk I watch |
|---|---|---|
| Hot-section parts | Heat protection and surface durability | Unstable coating structure or wrong thermal behavior |
| Compressor-related parts | Wear resistance or surface repair | Poor adhesion, uneven build-up, or rework |
| Shafts and rotating areas | Dimensional recovery or wear control | Runout, thickness control, and repeatability |
| Sealing and clearance areas | Clearance control or abradable behavior | Wrong hardness, wrong porosity, or poor consistency |
I do not decide the qualified coating system for an aerospace project. The project owner, specification, and approval route must decide that. My role is more practical. I help customers reduce process risk by keeping the gun and consumables stable. If the coating task needs a narrow process window, then a small geometry change in a nozzle or barrel can become a large coating problem. If the task allows more tolerance, the same change may look less serious. This is why I always connect the coating name back to the component task.
Why Do APS and HVOF Remain Key Thermal Spray Processes in Aerospace Applications?
I see many process names in presentations. That can make selection look complicated. The real choice often returns to heat behavior, density, and process control.
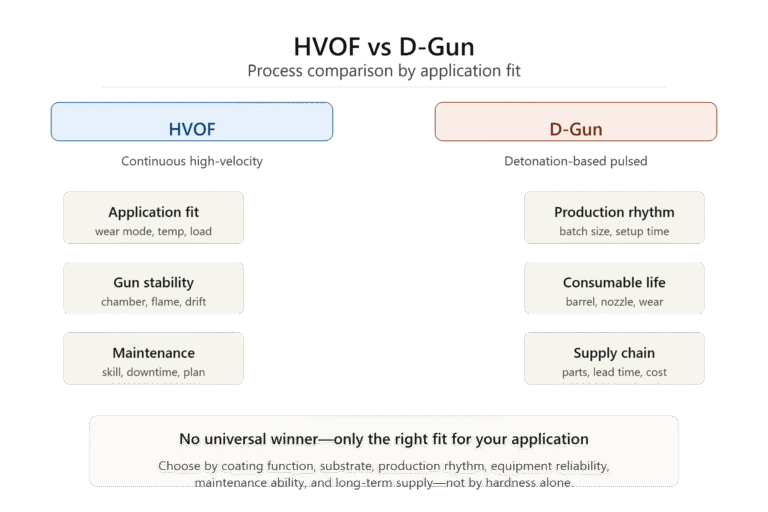
I often connect APS with thermal barrier coating discussions and arc stability. I often connect HVOF with dense wear-resistant coatings and flame stability. Both processes depend on repeatable gun behavior, precise consumables, and a process window that fits the component task.

I separate plasma behavior from flame behavior
I do not describe APS and HVOF only by their full names. I look at what can go wrong in production. APS depends strongly on the plasma arc3. If the cathode, anode, and nozzle condition change, the arc can change. When the arc changes, particle heating can change. When particle heating changes, coating structure can move away from the target4. This matters when a customer discusses thermal barrier coating work, because repeatable plasma behavior supports repeatable coating formation.
HVOF depends on combustion behavior, chamber condition, barrel geometry, and internal surface quality5. A dense wear-resistant coating may look simple on paper, but the flame and particle speed must stay steady6. A rough or inconsistent barrel bore can disturb flow behavior7. A chamber with poor consistency can bring batch variation. In my production work, I pay close attention to internal bore roughness, roundness, key dimensions, and material consistency.
| Process I discuss | Main production focus I watch | Consumable or gun factor I check |
|---|---|---|
| APS | Arc stability and plasma repeatability | Cathode, anode, nozzle, alignment, cooling path |
| HVOF | Flame stability and particle acceleration | Barrel, chamber, internal bore, surface finish |
| Both | Batch-to-batch stability | Critical dimensions, material control, inspection records |
I have seen customers focus on the spray system brand first. I understand why they do that. Brand compatibility matters. But the process does not only read the nameplate. The process reads the real geometry inside the gun. It reads electrode wear. It reads bore finish. It reads how one batch compares with the next batch. That is why I treat APS and HVOF as process systems, not only as equipment categories.
What Determines Coating Repeatability in Production Beyond Powder Selection?
I often hear buyers talk about powder first. Powder matters, but it is not the whole story. Stable powder cannot fix an unstable gun condition8.
I believe coating repeatability depends on powder, gun condition, consumable geometry, key dimensions, bore quality, cooling behavior, setup discipline, and batch consistency9. A good coating name cannot protect production if the selected configuration does not match the real process window.
I look at the full chain, not one material line
I respect powder chemistry. I also respect equipment platforms. But I have seen many production problems that did not begin with powder. A customer may use a known powder and a known gun model, yet the coating still changes. In that case, I look at the chain. I ask about gun hours, electrode wear, nozzle condition, barrel bore condition, cooling quality, and fixture stability. I also ask if the operator changed the process window to keep output moving.
For APS consumables, I pay close attention to cathode and anode connection quality10. In my own manufacturing work, I use a no-gap connection idea for tungsten-copper structures because the joint area affects heat transfer and service life11. I also use precision CNC machining to keep important dimensions stable. For HVOF barrels and chambers, I focus on bore finish and internal geometry. A high-quality internal surface helps keep flow behavior more stable.
| Factor I check | Why I check it | What can happen if I ignore it |
|---|---|---|
| Cathode and anode geometry | It affects arc position and arc stability | The plasma behavior may drift |
| Tungsten-copper connection | It affects heat transfer and life | The consumable may fail early |
| Barrel bore roughness | It affects flow and particle behavior | The flame behavior may change |
| Chamber precision | It affects combustion repeatability | Coating density may vary |
| Batch consistency | It affects daily production control | Operators may chase settings |
| Process window match | It affects stable operation | The line may become sensitive |
I also believe inspection must match the risk. A simple outside size check is not enough for many thermal spray parts12. I pay attention to form tolerance, bore quality, and critical internal dimensions. For some gun bodies, I also support functional checks related to flame or arc behavior. These checks do not replace aerospace qualification. They support stable supply and reduce avoidable process variation.
What Should I Define Before Choosing a Gun Model?
I see buyers ask for a gun model too early. That creates risk. A gun model can only make sense after the component task is clear.
I define the component, failure mode, coating task, process window, stability need, downtime risk, and consumable variation limit before I discuss a gun model. This order helps me avoid a configuration that looks compatible but behaves poorly in real production.
I turn the question around before I answer
When a customer asks, “Can this gun model be used?” I usually slow the discussion down. I do not do this to make the process difficult. I do it because the gun model is only one part of the decision. A gun can fit the equipment interface, but still fail the production goal if the process window is wrong. A consumable can look similar, but still create unstable behavior if the geometry, material, or internal finish is not controlled.
I use a simple decision path in my own discussions.
| Question I ask first | Why I ask it | What answer helps me decide |
|---|---|---|
| What component is being sprayed? | The part defines heat, geometry, and risk | Blade, vane, shaft, seal area, or other part group |
| What failure mode is being addressed? | The failure mode defines the coating task | Heat, wear, corrosion, clearance, or repair |
| What process is planned? | APS and HVOF have different stability needs | Plasma arc control or flame control |
| What process window is approved or targeted? | The window defines tolerance for variation | Current, gas, powder feed, distance, traverse speed |
| What downtime risk is acceptable? | Production cost changes supplier choice | Short runs, long runs, repair urgency |
| What consumable variation can the line tolerate? | Some lines are very sensitive | Tight batch control or standard control |
I also ask about the customer’s supply risk. A low-cost part can become expensive if it causes unstable coating, short service life, or unplanned downtime. I have seen customers change suppliers because one batch was good and the next batch behaved differently. That problem is hard for a spray shop because operators then spend time adjusting parameters instead of running production.
My answer is usually practical. If the process needs high stability, I push for tighter control of cathode, anode, barrel, chamber, and gun body dimensions. If the customer sprays a less sensitive job, the control level may be different. If the customer supports aerospace-related work, I remind them to verify the coating system, standards, and qualification path with the project owner. My parts can support process stability, but they do not create aerospace approval by themselves.
Conclusion
I treat aerospace engine thermal spray as a system decision. I begin with the component task, then I match process stability, gun condition, and consumable consistency.
"Perspective: Challenges in the Aerospace Marketplace and Growth ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC9014972/. Aerospace industry standards document distinct risk classifications for turbine blades versus compressor components based on operating temperatures and stress conditions. Evidence role: expert_consensus; source type: research. Supports: Different aerospace engine components require varying levels of risk control in thermal spray applications. Scope note: Standards may vary between different aerospace certification bodies and specific engine designs ↩
"[PDF] aircraft engine hot section technology", https://ntrs.nasa.gov/api/citations/19880006422/downloads/19880006422.pdf. Research demonstrates that hot-section components operate at temperatures exceeding 1000°C, necessitating thermal barrier coatings for oxidation and thermal protection. Evidence role: mechanism; source type: research. Supports: Hot-section aerospace components require thermal barrier coatings for heat protection. Scope note: Specific temperature requirements vary by engine design and operational parameters ↩
"Effect of APS Spraying Parameters on the Microstructure Formation ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC9963353/. Studies show that plasma arc fluctuations directly affect particle temperature and velocity, resulting in coating microstructure variations and property changes. Evidence role: mechanism; source type: paper. Supports: APS coating quality depends on plasma arc stability and control. Scope note: Effects vary depending on specific powder materials and spray parameters used ↩
"Warm spraying—a novel coating process based on high-velocity ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC5099653/. Studies demonstrate that insufficient particle heating results in poor splat formation and increased porosity, while overheating can cause powder decomposition and oxide formation. Evidence role: mechanism; source type: paper. Supports: Particle heating variations during thermal spray affect coating microstructure formation. Scope note: Effects vary significantly with powder material composition and melting characteristics ↩
"Thermal spraying - Wikipedia", https://en.wikipedia.org/wiki/Thermal_spraying. Research demonstrates that combustion chamber geometry and barrel surface finish significantly affect particle velocity and temperature distribution, impacting coating density and adhesion. Evidence role: mechanism; source type: paper. Supports: HVOF coating quality is influenced by gun design parameters and component condition. Scope note: Optimal parameters vary with specific fuel gas combinations and powder materials ↩
"Multi-scale modeling and analysis of an industrial HVOF ...", http://pdclab.seas.ucla.edu/Publications/MLi/MLi_PDChristofides_CES_2005_60_Multiscale_Modeling_Analysis_Industrial_HVOF.pdf. Research shows that particle velocity variations of more than 10% result in significant changes in coating density and hardness due to altered impact dynamics and splat formation. Evidence role: mechanism; source type: paper. Supports: Consistent particle velocity is critical for achieving dense, wear-resistant thermal spray coatings. Scope note: Optimal velocity ranges vary with specific powder materials and substrate conditions ↩
"(PDF) Overview of Thermal Spray - Academia.edu", https://www.academia.edu/28667353/Overview_of_Thermal_Spray. Computational fluid dynamics studies show that increased barrel surface roughness creates turbulent flow patterns that alter particle trajectories and heating efficiency. Evidence role: mechanism; source type: paper. Supports: Barrel bore surface roughness affects gas flow patterns in thermal spray applications. Scope note: Effects are most significant in high-velocity processes and may vary with gas composition ↩
"Powder Coatings Technology Update - epa nepis", https://nepis.epa.gov/Exe/ZyPURL.cgi?Dockey=91010U2U.TXT. Process studies demonstrate that gun instability creates variations in particle heating and velocity that cannot be compensated by improved powder consistency alone. Evidence role: general_support; source type: research. Supports: Gun stability is a critical factor in thermal spray coating quality independent of powder quality. Scope note: The relative importance of gun versus powder factors varies with specific coating applications and quality requirements ↩
"A conceptual model for evaluating eco-efficiency of thermal spraying ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC11215274/. Process optimization studies identify equipment condition, consumable quality, and operational parameters as key factors affecting coating consistency, with interactions between variables significantly impacting overall repeatability. Evidence role: general_support; source type: research. Supports: Multiple process variables contribute to thermal spray coating repeatability. Scope note: Factor importance varies with specific coating systems and application requirements ↩
"[PDF] A Perspective on Plasma Spray Technology - Columbia University", http://www.columbia.edu/cu/seas/earth/wtert/newwtert/Research/sofos/Plasma_%20spraying_Nov2014.pdf. Research shows that poor electrode connections create electrical resistance variations that cause arc instability and non-uniform particle heating. Evidence role: mechanism; source type: research. Supports: Electrode connection quality influences plasma arc stability and spray performance. Scope note: Effects are most pronounced at higher current levels and extended operating periods ↩
"[PDF] Sprayed Thin-Film Cathodes for Thermal Batteries - OSTI.GOV", https://www.osti.gov/servlets/purl/767863. Materials research indicates that gap-free joints in tungsten-copper composites reduce thermal resistance and minimize thermal stress concentrations that lead to premature failure. Evidence role: mechanism; source type: research. Supports: Connection design in tungsten-copper electrodes affects thermal performance and durability. Scope note: Benefits depend on specific manufacturing methods and operating temperature ranges ↩
"[PDF] THERMAL SPRAYED COATINGS (METALLIZATION) PROGRAM", https://connect.ncdot.gov/resources/Materials/MaterialsResources/Thermal%20Sprayed%20Coatings%20(Metalization)%20Program.pdf. Industry standards specify multiple inspection techniques including microstructure analysis, adhesion testing, and porosity measurement beyond basic dimensional checks for critical thermal spray applications. Evidence role: expert_consensus; source type: research. Supports: Comprehensive inspection methods are required for thermal spray coating quality assurance. Scope note: Specific inspection requirements vary with application criticality and industry standards ↩