A cheap spray system can become expensive fast1. I see this when downtime, rework, and hard-to-find spare parts appear after purchase.
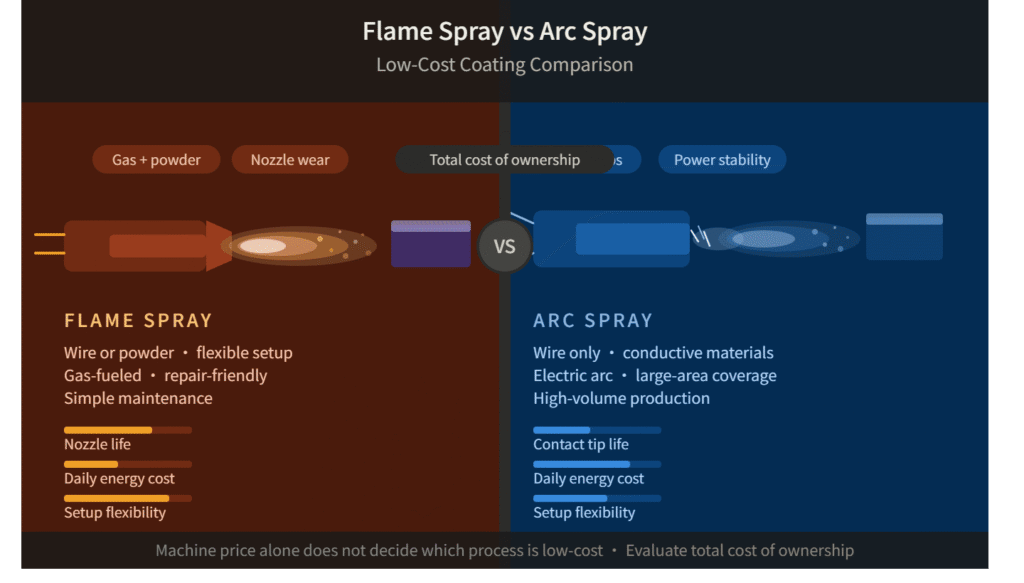
Flame spray vs arc spray should be compared by total cost of ownership, not by machine price alone. I would check the coating task, material form, production volume, wear-part life, labor, downtime risk, and spare-part supply before I call either process low-cost.

I often meet buyers who ask one direct question: “Which one is cheaper?” I understand that question. I also think it is too small. A spray process is not just a machine. It is a daily working system. It needs gas, wire, powder, power, nozzles, contact tips, labor, setup time, repair time, and stable parts. If one of these areas fails, the low-cost process becomes a high-cost problem. I do not write this as a coating lab. I write this as a thermal spray gun and wear-parts supplier who often sees the purchasing side and the maintenance side. That is where many real costs become visible, so I want to compare flame spray and arc spray in the way a shop actually pays for them.
“Low Cost” Is Not Machine Price: Why Flame Spray vs Arc Spray Must Be Evaluated by Total Cost of Ownership?
A low machine price can hide a high daily cost. I have seen shops save money at purchase, then lose it in unstable operation.
Flame spray and arc spray should be evaluated by total cost of ownership. I would include equipment price, consumables, gas, electricity, wire or powder, wear parts, labor, setup time, downtime, rework, training, and spare-part availability.

I see many teams start with the machine quotation. That is normal. Capital cost is easy to compare. The deeper cost is harder because it appears month by month. In flame spray, I usually look at fuel gas, oxygen, powder or wire, gun parts, and operator time. In arc spray, I usually look at wire use, electricity, compressed air, contact tips, nozzles, wire-feed stability, and power-source reliability. Both processes can be economical. Both can also be wasteful when they do not match the job.
What I include in a practical cost check
| Cost item | Why I check it | What I ask before purchase |
|---|---|---|
| Initial equipment | It affects the first budget | Does the system fit the real work, not only the price target? |
| Material form | Powder and wire create different supply chains | Is the required coating material easier to buy as wire or powder? |
| Gas and power | Daily use changes real cost | Does the shop already have the needed gas, air, and electrical setup? |
| Wear parts | Small parts can create large stoppages | Are nozzles, contact tips, and gun parts stable and available? |
| Labor and setup | Skilled time is expensive | Can the operator set up and repeat the job with low trouble? |
| Downtime and rework | Lost production often costs more than parts | What happens when the gun becomes unstable during a batch? |
I also like to separate “cheap to buy” from “cheap to run.” They are not the same thing. A low-cost coating route should keep the spray stable, keep the operator confident, and keep the supply chain simple. If the process needs constant adjustment, the shop pays for that in time.
Flame Spray vs Arc Spray: Different Cost Structures for Different Production Scenarios?
A process can look cheap in one shop and costly in another. I see this when production mode changes from repair work to repeat production.
Arc spray often fits large-area metallic coating work2, while flame spray often fits simple, flexible, or repair-based work3. I would not choose only by deposition idea. I would choose by material, part size, batch style, post-processing, and maintenance needs.

I usually ask customers to describe the work before I discuss the process. A large steel structure, a shaft repair job, and an OEM spray line do not have the same cost structure. Arc spray often becomes attractive when the shop sprays metallic wires over larger areas. This can include corrosion protection work on steel structures or equipment parts. The wire-feed method and the continuous nature of the process can support productive work4. This does not mean arc spray is always cheaper. It means the cost structure can support lower unit cost in the right case.
Flame spray often remains useful when the shop needs a simple system, flexible material choice, or repair work with lower system complexity. Some shops also like flame spray because the operator can understand the system quickly. That can matter when the work changes often.
How I compare common shop scenarios
| Scenario | Arc spray cost logic | Flame spray cost logic | My practical concern |
|---|---|---|---|
| Large-area corrosion protection | Wire supply and productivity may help5 | It may be less attractive for high-volume metal coverage | I check wire cost, air quality, and feed stability |
| Shaft repair | It may work for certain metal build-up tasks | It may be practical for flexible repair needs | I check coating consistency and later machining cost |
| Small repair jobs | Setup may not always be justified | Simple setup can be helpful | I check operator skill and material availability |
| OEM repeat line | Stable automation and repeat supply matter | It can fit if the process and coating target match | I check spare-part supply and batch repeatability |
| Mixed job shop | It may be strong for repeat metallic work | It may give more day-to-day flexibility | I check how often the material and part type change |
I also consider the cost after spraying. Many buyers talk about spray speed. I understand why. Speed matters. Yet I also look at grinding, machining, inspection, masking, cleaning, and rework. If a coating must be corrected later, the shop pays again. In shaft repair, the coating is not finished when the gun stops. The final dimension, surface finish, and bond result all matter. Any coating performance values should be verified by the shop’s own trials or by qualified test data. I do not want to invent numbers because the real result depends on material, part preparation, parameter setting, and operator practice.
Where Arc Spray Gains Cost Advantage—and Where Flame Spray Remains More Practical?
A fast process can still be the wrong choice. I have seen cost advantage disappear when the job needs flexibility more than volume.
Arc spray can gain cost advantage in repeat metallic coating work and large-area coverage. Flame spray can remain more practical for flexible repair, simpler setup, and cases where the chosen material or shop condition fits flame equipment better.

I do not like absolute statements in this comparison. I would not say arc spray is always cheaper. I would not say flame spray is always more practical. I prefer to ask where each process reduces risk. Arc spray often gains cost advantage when two conditions exist. First, the coating material is available in suitable wire form. Second, the shop has enough repeat work to benefit from continuous feeding and higher production focus. This can help in corrosion coating and certain rebuild applications. The shop still needs stable wire feed, clean compressed air, proper electrical supply, and reliable gun parts.
Flame spray remains practical when simplicity has value. A repair shop may not spray the same part every day. The operator may need to switch tasks. The customer may request a specific material form. In those cases, a simpler system can reduce training stress and setup pressure.
The cost advantage is task-based
| Question I ask | If the answer favors arc spray | If the answer favors flame spray |
|---|---|---|
| Is the work mostly metallic coating? | Arc spray may be attractive | Flame spray may still fit small or special jobs |
| Is the surface area large? | Arc spray may reduce unit effort | Flame spray may be slower or less efficient |
| Is the job repeated often? | Arc spray setup can be justified | Flame spray can still work but may not be the lowest total cost |
| Does the shop change materials often? | Arc spray may need more planning | Flame spray may offer useful flexibility |
| Is the operator team small? | Arc spray needs stable setup and support | Flame spray may be easier to manage in some shops6 |
| Is spare-part supply uncertain? | Any advantage can disappear | Any advantage can also disappear |
I also think about risk in OEM spray-line operation. An OEM does not only need one successful spray test. The OEM needs stable repeat supply. The coating task must fit the equipment, and the wear parts must be predictable. If a gun works well only when one experienced person adjusts it, the line may suffer when that person is not present. If a nozzle or contact tip varies from batch to batch, the process window can feel narrow. That is why I place “process fit” above “process name.” I want the buyer to know why a process is low-cost for that job, not just hear that one process is generally low-cost.
The Hidden Cost Factor: Wear Parts, Gun Stability, and Spare-Part Availability in Real Shop Operations?
The cheapest coating plan can fail because of one small part. I have seen a low-cost machine stop because a consumable was unstable or unavailable.
Wear parts, gun stability, and spare-part availability can decide the real cost of flame spray and arc spray. I would check nozzle life, contact-tip quality, gun body compatibility, part consistency, and supplier support before choosing either process.

This is the area closest to my own work. I manufacture and supply thermal spray guns and wear parts, so I pay attention to the small parts that many buyers ignore during purchase. In real shops, nozzles, contact tips, air caps, wire guides, powder parts, seals, and gun bodies affect stability7. A cheap machine can become expensive if the gun is unstable8. A low-cost coating process can become costly if the operator must stop often, clean often, adjust often, or wait for spare parts.
I do not need to claim special coating test data to say this. I hear it in maintenance discussions. I see it when customers ask whether parts fit a known gun type. I see it when OEMs ask about long-term supply. I see it when service shops want stable wear parts because their customer schedule is tight.
My spare-part checklist before process selection
| Check point | Why it matters | What I prefer to confirm |
|---|---|---|
| Gun compatibility | Wrong fit creates instability | I confirm model, version, and critical dimensions |
| Consumable consistency | Batch variation changes operation | I confirm machining control and inspection method |
| Nozzle and contact-tip supply | These parts stop production when missing | I confirm stock plan and lead time |
| Wear-part life | Short life increases labor and downtime9 | I ask the shop to verify life under its own conditions |
| Support for old systems | Many shops keep older guns running | I confirm whether parts remain available |
| Critical dimensions | Small errors can affect flame or arc stability | I confirm tight machining and controlled tolerances |
In our own production work, I place strong attention on precision machining and stable connection quality because gun parts are not simple metal pieces. In plasma spray parts, for example, cathode and anode accuracy, tungsten-copper connection quality, and internal surface control can affect stability. In HVOF parts, barrel and combustion chamber quality can also affect stable operation. Flame spray and arc spray parts have their own key points. The lesson is the same. The part must be made consistently. The buyer should not treat consumables as an afterthought.
I also suggest that shops ask one simple question before buying any low-cost system: “Can I keep this gun running for the next several years?” This question includes more than spare parts. It includes drawings, model history, supplier response, inspection standard, and technical support. A shop may save money on the first order and lose money later because one special part is difficult to source. That is not a process problem only. It is a supply-chain problem. I think this is where many flame spray vs arc spray comparisons become too shallow.
For shaft repair and mechanical part restoration, I would add one more hidden cost. The coating must survive the full repair route10. Spraying is one step. The shop may still need machining, grinding, inspection, and customer approval. If unstable gun behavior creates uneven coating, the post-processing cost can rise. If spare parts are not consistent, the operator may lose repeatability. If rework happens, the original low-cost choice becomes questionable. Any service-life result should be verified by the end user because part condition, preparation, material, and working environment all change the final result.
Conclusion
I would choose flame spray or arc spray by total cost, task fit, gun stability, consumable life, and spare-part supply, not by machine price alone.
"Perspective: Challenges in the Aerospace Marketplace and ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC9014972/. Industrial equipment studies demonstrate that initial purchase price typically represents only 20-30% of total lifecycle costs, with maintenance, downtime, and consumables comprising the majority of expenses. Evidence role: statistic; source type: research. Supports: Cheap spray systems frequently become expensive due to downtime, rework, and spare parts issues. Scope note: Data may vary significantly by industry sector and equipment type ↩
"Thermal spraying - Wikipedia", https://en.wikipedia.org/wiki/Thermal_spraying. Thermal spray literature indicates arc spray processes achieve higher deposition rates and better economics for large-area metallic coatings due to continuous wire feeding and automated operation capabilities. Evidence role: expert_consensus; source type: paper. Supports: Arc spray is typically better suited for large-area metallic coating applications. Scope note: Suitability depends on specific coating requirements and substrate conditions ↩
"Flame Spraying - an overview | ScienceDirect Topics", https://www.sciencedirect.com/topics/chemical-engineering/flame-spraying. Technical literature on thermal spray processes indicates flame spray offers greater material flexibility and simpler setup procedures, making it advantageous for repair operations and variable production environments. Evidence role: expert_consensus; source type: paper. Supports: Flame spray is typically more suitable for simple, flexible, or repair-based coating work. Scope note: Process selection depends on specific coating requirements and production volume ↩
"A Complete Guide on Flux Cored Arc Welding (FCAW)", https://www.neit.edu/blog/fcaw-welding. Technical studies demonstrate that continuous wire feeding in arc spray processes reduces material handling interruptions and enables consistent deposition rates, improving overall process efficiency. Evidence role: mechanism; source type: paper. Supports: Arc spray's continuous wire-feed method enables more productive coating operations. Scope note: Efficiency gains are most significant for longer coating runs and suitable wire materials ↩
"Thermal spraying", https://en.wikipedia.org/wiki/Thermal_spraying. Research on thermal spray processes indicates arc spray achieves higher material utilization rates and deposition speeds through continuous wire feeding, reducing labor costs per unit area for metallic coatings. Evidence role: mechanism; source type: paper. Supports: Arc spray's wire supply system and productivity characteristics provide cost advantages for large-area applications. Scope note: Productivity advantages depend on coating thickness requirements and substrate geometry ↩
"Review of the physicochemical properties and associated health ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC7988297/. Industrial process studies indicate that flame spray systems typically require fewer auxiliary systems and less complex setup procedures compared to arc spray, reducing operational management requirements. Evidence role: expert_consensus; source type: research. Supports: Flame spray systems are easier to manage operationally in certain shop environments. Scope note: Management complexity varies with specific equipment design and operator training levels ↩
"[PDF] An Investigation Into the Actual Transfer Efficiency of High Volume ...", https://scholarworks.uni.edu/cgi/viewcontent.cgi?article=1004&context=gswork. Engineering studies of thermal spray equipment demonstrate that wear part condition and dimensional accuracy directly influence process stability through effects on gas flow, material feed, and thermal profiles. Evidence role: mechanism; source type: paper. Supports: Multiple wear parts components directly impact thermal spray gun stability and performance. Scope note: Component criticality varies by specific gun design and operating parameters ↩
"The Importance of Reliability and Maintainability in Manufacturing", https://rmc.utk.edu/the-importance-of-reliability-and-maintainability-in-manufacturing/. Manufacturing reliability studies show that equipment instability can increase operational costs by 200-400% through increased downtime, rework, and maintenance requirements compared to stable systems. Evidence role: statistic; source type: research. Supports: Equipment instability can transform initially low-cost machines into expensive operations. Scope note: Cost impacts vary significantly by production volume and quality requirements ↩
"Major Equipment Life-cycle Cost Analysis - MnDOT Digital Library", https://mdl.mndot.gov/items/201516. Industrial maintenance studies demonstrate that frequent consumable replacement can account for 15-25% of total operational costs through direct labor time and production interruptions. Evidence role: statistic; source type: research. Supports: Short wear part life directly increases both labor costs and production downtime. Scope note: Cost impact varies by replacement complexity and production scheduling flexibility ↩
"External Pipeline Coating Integrity - ROSA P", https://rosap.ntl.bts.gov/view/dot/36775. Technical literature on repair coatings indicates that thermal spray deposits must maintain adequate bond strength and dimensional stability through subsequent machining operations to achieve successful component restoration. Evidence role: mechanism; source type: paper. Supports: Coatings must maintain integrity through complete repair processing including machining and finishing. Scope note: Processing compatibility depends on specific coating material and machining parameters ↩