Many buyers lose time because the process name sounds simple. The wrong choice can overheat parts, waste powder, and create coatings that miss the real target.
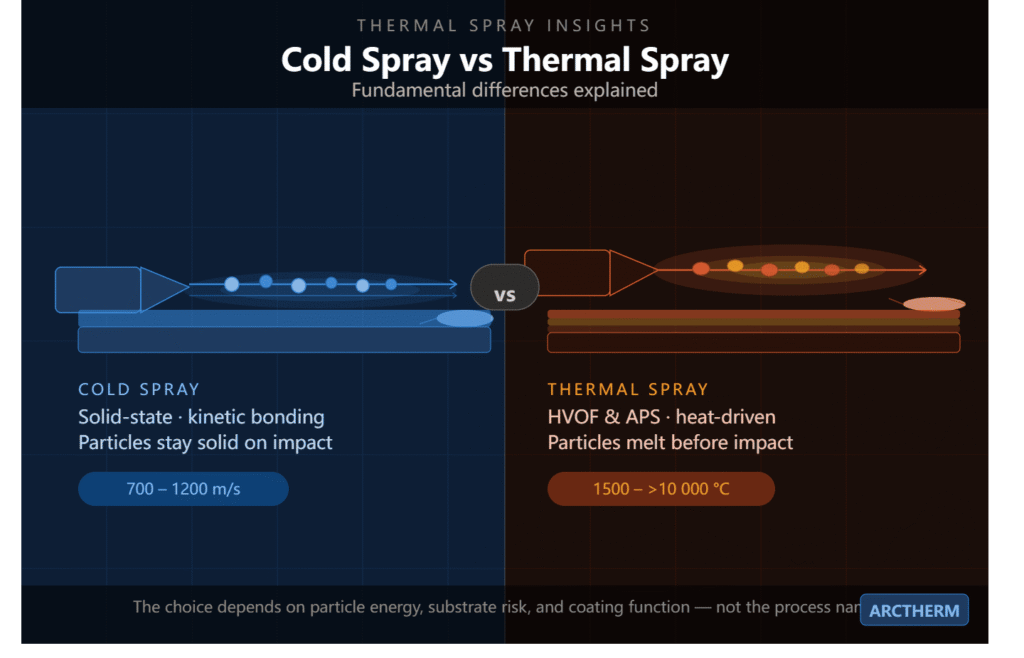
Cold spray and thermal spray differ mainly in how particles get deposition energy. Cold spray uses high-velocity solid particles and plastic deformation1. Thermal spray processes like HVOF and APS use heat to melt or semi-melt particles before impact2. The right choice depends on coating purpose, substrate limits, powder behavior, and equipment.

I often hear one question in equipment and consumables talks: “Is cold spray just a cooler thermal spray?” I understand why people ask it. The name sounds clear. The process looks close from far away. A powder goes through a gun. A coating forms on a surface. But that view hides the real decision. I do not sell cold spray systems as my main product line. My work is mainly in thermal spray guns, HVOF parts, APS guns, and consumables. So I look at cold spray as a process to compare with care. If I only compare names, I may guide a customer in the wrong direction. If I compare particle energy, substrate risk, powder window, and gun system logic, the choice becomes much clearer.
Cold Spray Is Not “Low-Temperature Thermal Spray”: The Real Difference in Deposition Physics?
Many teams use the wrong starting point. They think cold spray means thermal spray with less heat. That idea can hide bonding risk and powder mismatch.
Cold spray is a solid-state deposition process. Particles usually stay solid and bond mainly through high-speed impact and plastic deformation. Thermal spray heats particles until they melt or semi-melt before they hit the surface.

Why I do not start with temperature alone
When I speak with OEM buyers or spray service teams, I try to move the question away from “hot or cold.” I ask how the particle gets enough energy to stay on the part. This question is more useful. In cold spray, the gas flow accelerates solid particles to very high speed3. The particle hits the substrate. The particle and the surface deform. The coating builds when the impact condition is right. Heat still exists in the gas and in impact, but the key idea is not melting. It is solid-state impact.
In HVOF or APS, the heat source matters in a different way. The particle is heated before it hits the part. It may melt or semi-melt. Then the particle spreads, cools, and forms layers. This creates a different coating structure and a different risk profile. It also creates a different equipment design.
| Question I ask first | Cold spray meaning | Thermal spray meaning |
|---|---|---|
| What gives the particle deposition energy? | High-speed solid impact | Heat plus particle impact |
| What is the particle state before impact? | Mainly solid | Melted or semi-melted in many cases |
| What buyer risk appears first? | Powder and velocity window may not match | Heat input, oxidation, and coating structure must be controlled |
| What does the process need from the gun? | Gas acceleration and nozzle logic are central | Heat source, arc or combustion stability, and wear parts are central |
I do not say one method is better. I say the bonding logic is not the same. A buyer who understands this point can ask better questions. The buyer can ask whether the material can deform in cold spray. The buyer can ask whether heat will damage the substrate in APS or HVOF. The buyer can also ask whether the required coating function fits the process window. This is a more practical way to avoid early mistakes.
Thermal Spray Is Not One Process: Why HVOF and APS Must Be Treated Separately in Any Comparison?
A second mistake also creates trouble. Some buyers compare cold spray with “thermal spray” as one group. That view is too rough for real purchasing.
Thermal spray includes different processes. HVOF uses combustion and high particle velocity4. APS uses a plasma arc and very high process temperature5. I treat HVOF and APS separately because they solve different coating problems.

Why HVOF and APS should not be mixed together
In my daily work, HVOF and APS do not feel like the same process. The guns, consumables, power logic, gas logic, and customer problems are different. HVOF means High Velocity Oxygen Fuel. It is often chosen when the buyer cares about dense coatings, wear resistance, and strong particle impact from a combustion jet6. APS means Atmospheric Plasma Spray. It uses a plasma arc. It is often used when the material needs very high thermal energy in the spray process7. These are broad process ideas, not a promise of performance. The final coating still depends on powder, parameter set, gun condition, robot motion, and surface preparation.
Cold spray can sound close to HVOF because both discuss high velocity. But the bonding logic is not the same. HVOF still uses heat to soften or melt the particles. Cold spray mainly depends on solid particles reaching a critical impact condition8. APS sits farther away in physics because the plasma plume gives very high heat input to particles.
| Process | Main energy path | How I explain the buyer decision |
|---|---|---|
| Cold spray | Gas acceleration of solid particles9 | I ask if the powder and substrate can bond through high-speed deformation |
| HVOF | Combustion heat plus high particle speed10 | I ask if wear, corrosion, and heat input balance fits the part |
| APS | Plasma heat plus particle impact11 | I ask if the material needs a high-temperature plasma process and if the substrate can accept the heat load |
I often see buyers use one material name as the full decision. They may say, “We need carbide,” or “We need ceramic,” or “We need repair coating.” I do not stop there. I ask which process window can make the coating useful. A powder that works well in one process may not work the same way in another. A gun that gives stable spray in one setup does not become a universal answer for all processes. This is why I separate HVOF and APS each time I compare them with cold spray.
When Process Labels Mislead: How Application Requirements Actually Drive the Choice Between Cold Spray, HVOF, and APS?
Process names can become shortcuts. Shortcuts feel efficient. But they can lead a buyer away from the real surface problem.
I choose between cold spray, HVOF, and APS by starting with the job. I ask whether the coating is for wear, corrosion, repair, thermal barrier, conductivity, or another function. Then I check substrate heat sensitivity, powder fit, and equipment limits.

The questions I ask before I talk about the gun
When a customer asks me which process is “best,” I slow the conversation down. I first ask what failure the coating must resist. A wear coating needs a different structure from a dimensional repair layer. A corrosion barrier may need different porosity control and material behavior. A thermal barrier is a very different target again. If I skip this step, I may choose a process that sounds modern but does not serve the part.
The second question is about the substrate. Some substrates cannot accept too much heat. Some parts deform. Some parts oxidize. Some parts have a heat-treated condition that the customer must protect. Cold spray can be attractive in such cases because it avoids particle melting and can reduce heat-related risk. But it is not automatic. The powder must still fit the cold spray window. The impact must create bonding. The surface condition and part shape still matter.
| Real requirement | Why it matters | Process thinking I use |
|---|---|---|
| Wear resistance | The coating must carry load and resist sliding or erosion | I often compare HVOF first, and I check if cold spray or APS has a reason |
| Corrosion protection | The coating must limit paths for attack | I look at coating structure, material, and sealing needs |
| Dimensional repair | The coating must build size without damaging the base part | I compare cold spray and thermal spray heat effects carefully |
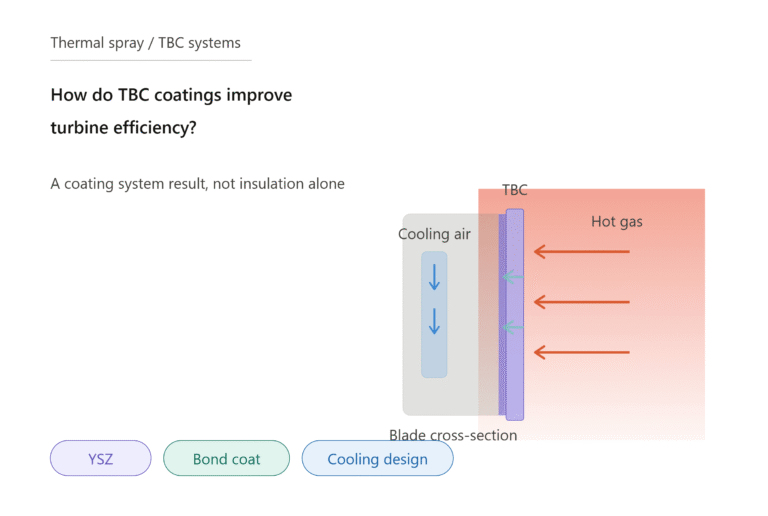
| Thermal barrier | The coating must manage heat flow | I usually look toward APS-related coating logic |
| Functional surface | The coating may need conductivity, roughness, or other behavior | I start from the final function, not the process label |
The powder side also matters. I have spoken with powder suppliers and agents who know that a powder name is not enough. Particle size, shape, flow behavior, and process match affect the result. A powder made for one spray route may not transfer directly to another. This does not mean the powder is poor. It means the process window is different.
So I prefer a simple decision path. I define the coating function. I check the substrate risk. I check whether the powder can work in the chosen process. I check the equipment cost and control burden. Then I decide whether cold spray, HVOF, or APS deserves testing. This path is not flashy. But it reduces the chance of buying the wrong system or promising the wrong coating to an end user.
Equipment, Guns, and Consumables: The Hidden Gap Between Cold Spray and Thermal Spray Systems?
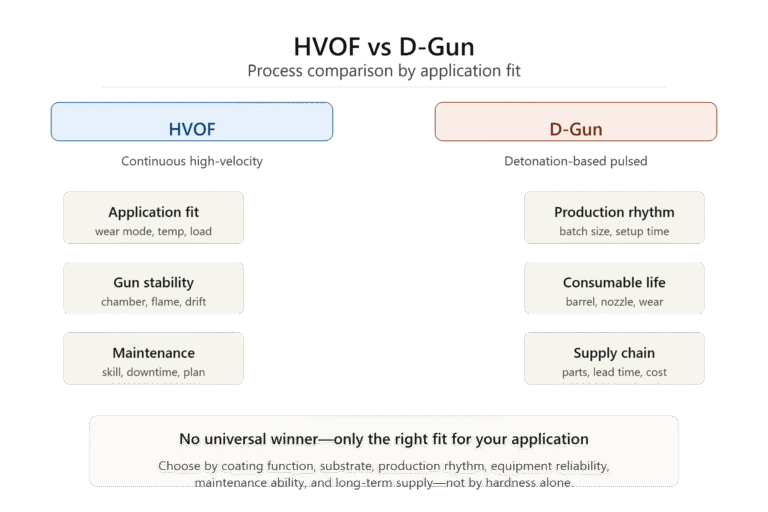
A process comparison can look clean on paper. The real gap appears when the buyer prices the system, keeps the gun running, and replaces wear parts.
Cold spray and thermal spray systems use different gun logic, gas needs, heat sources, nozzles, and consumables. A buyer should check system compatibility, gas supply, wear-part life, service skill, and retrofit cost before assuming one process can replace another.

What I see from the gun and consumable side
My own experience sits mostly on the thermal spray gun and wear-part side. I work around HVOF gun parts, APS cathodes, anodes, gun bodies, barrels, combustion chambers, and related consumables. From that view, I know one thing very clearly. A spray process is not only a material recipe. It is a system. The gun design, gas flow, cooling, power stability, wear-part accuracy, and maintenance habits all affect the coating.
Cold spray systems do not share the same consumable logic as APS or HVOF. Cold spray depends heavily on gas acceleration and nozzle behavior. Thermal spray depends on the heat source as well as particle delivery. In APS, the cathode and anode condition can change arc stability. In HVOF, combustion chamber and barrel condition can affect spray behavior. These parts are not small details. They are part of the process control.
| System area | Cold spray concern | HVOF concern | APS concern |
|---|---|---|---|
| Energy source | High-pressure gas heating and acceleration | Fuel and oxygen combustion | Plasma arc power and gas control |
| Gun design | Nozzle geometry and particle acceleration | Combustion chamber, barrel, cooling | Cathode, anode, plasma gas path |
| Consumables | Nozzle wear and gas-path parts | Barrel and combustion wear parts | Cathode, anode, nozzle, insulators |
| Buyer risk | Gas supply and retrofit cost may be underestimated | Heat, safety, and wear-part supply must be planned | Power supply, cooling, and arc stability must be managed |
| Maintenance view | Nozzle condition must match process window | Combustion stability must stay consistent | Arc length and electrode condition matter |
I also see this issue when customers ask if one existing thermal spray cell can be “converted” to another process. Sometimes part of the cell can be reused. Sometimes it cannot. A robot, booth, powder feeder, chiller, gas line, power supply, or control cabinet may not match the new process. The hidden cost can be larger than expected. The training cost can also be real because operators must read different process signals.
This is why I suggest that buyers involve equipment people early. I do not mean only the final system integrator. I also mean the gun manufacturer, consumable supplier, powder supplier, and spray service team. Each side sees a different failure mode. The powder supplier may see feeding problems. The gun supplier may see wear and tolerance problems. The spray service provider may see masking, handling, and repeatability problems. The end user may see part distortion, coating failure, or cost pressure.
From my side, I focus on thermal spray gun and consumable compatibility. I care about stable arc behavior in APS. I care about high-precision parts such as cathodes and anodes. I care about HVOF barrels and combustion parts that need accurate inner geometry and surface finish. I also care about replacement supply because many coating shops cannot stop production while waiting for critical wear parts. These practical points do not decide cold spray versus thermal spray alone. But they decide whether the chosen process can run every day.
Conclusion
I compare cold spray, HVOF, and APS by particle energy, coating task, substrate risk, powder fit, and system reality, not by process name alone.
"Advancements in Cold Spray Additive Manufacturing - PMC - NIH", https://pmc.ncbi.nlm.nih.gov/articles/PMC11595822/. Research demonstrates that cold spray deposition occurs when solid particles achieve critical velocities (typically 300-1200 m/s) causing localized plastic deformation at the particle-substrate interface, enabling mechanical bonding without particle melting. Evidence role: mechanism; source type: paper. Supports: Cold spray achieves coating deposition through high-velocity solid particle impact and plastic deformation. Scope note: Specific velocity thresholds and deformation mechanisms vary by material combination and particle characteristics ↩
"[PDF] Multi-scale modeling and analysis of an industrial HVOF thermal ...", http://pdclab.seas.ucla.edu/Publications/MLi/MLi_PDChristofides_CES_2005_60_Multiscale_Modeling_Analysis_Industrial_HVOF.pdf. Studies show HVOF processes achieve particle temperatures of 2000-3000K while APS can reach 10000-15000K, sufficient to melt most coating materials during flight time to the substrate. Evidence role: mechanism; source type: paper. Supports: HVOF and APS processes heat particles to molten or semi-molten states prior to substrate impact. Scope note: Actual particle melting depends on material properties, particle size, and specific process parameters ↩
"Particle Velocity and Deposition Efficiency in the Cold Spray Process", https://digital.library.unt.edu/ark:/67531/metadc663892/. Experimental measurements show cold spray particle velocities ranging from 300-1200 m/s depending on gas type and pressure, significantly higher than conventional thermal spray processes which typically achieve 100-400 m/s. Evidence role: statistic; source type: research. Supports: Cold spray systems achieve very high particle velocities compared to other coating processes. Scope note: Velocity ranges vary with particle material, size distribution, and specific system configuration ↩
"[PDF] Computational study of particle in-flight behavior in the HVOF ...", http://pdclab.seas.ucla.edu/Publications/MLi/MLi_PDChristofides_CES_2006_61_Computational_Study_Particle_In-Flight_Behavior.pdf. Technical analysis shows HVOF systems combust fuel-oxygen mixtures at pressures up to 1 MPa, generating gas velocities exceeding 2000 m/s that accelerate particles to 400-800 m/s while heating them to 2000-3000K. Evidence role: mechanism; source type: research. Supports: HVOF employs combustion of fuel and oxygen to generate high-velocity particle streams. Scope note: Specific velocities and temperatures vary with fuel type, gas ratios, and gun design ↩
"Ensemble Methods for APS In-Flight Particle Temperature and ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC9821370/. Plasma temperature measurements in APS systems demonstrate core temperatures reaching 10000-15000K, with particle heating zones maintaining 8000-12000K sufficient for complete melting of most ceramic and metallic coating materials. Evidence role: mechanism; source type: research. Supports: APS generates plasma arcs with extremely high process temperatures. Scope note: Temperature distribution varies with plasma gas composition, power settings, and distance from arc center ↩
"[PDF] Microstructure and Properties of HVOF-Sprayed Protective Coatings", https://inldigitallibrary.inl.gov/sites/sti/sti/4045032.pdf. Studies demonstrate HVOF coatings achieve porosity levels below 1% and wear rates 2-10 times lower than plasma spray coatings, attributed to high particle velocities (400-800 m/s) and kinetic energy transfer during impact. Evidence role: general_support; source type: research. Supports: HVOF process produces dense, wear-resistant coatings through high-velocity particle impact. Scope note: Coating properties depend on specific material systems, process parameters, and post-treatment conditions ↩
"Heat transfer and fluid flow in plasma spraying", https://www.osti.gov/biblio/5056398. Calorimetric studies show APS systems deliver 10-50 kW of thermal power to the substrate surface, with plasma enthalpies reaching 15-25 MJ/kg, providing sufficient energy to melt refractory materials including ceramics and high-melting-point alloys. Evidence role: statistic; source type: research. Supports: APS delivers very high thermal energy levels during coating deposition. Scope note: Energy transfer efficiency varies with plasma gas composition, arc current, and substrate thermal properties ↩
"Recent advances on bonding mechanism in cold spray process - PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC9908669/. Research defines critical velocity as the minimum particle speed needed to initiate adiabatic shear instability and plastic deformation, typically 80-90% of the material's theoretical maximum velocity based on acoustic impedance matching. Evidence role: definition; source type: paper. Supports: Cold spray deposition requires particles to exceed critical velocity thresholds for successful bonding. Scope note: Critical velocities are material-specific and influenced by substrate hardness, particle size, and temperature ↩
"Numerical study on the supersonic gas-solid two-phase injection ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC12121760/. Computational fluid dynamics studies demonstrate that cold spray nozzles accelerate particles through supersonic gas expansion, with helium or nitrogen achieving Mach numbers above 3 and particle velocities up to 1200 m/s. Evidence role: mechanism; source type: paper. Supports: Cold spray systems accelerate particles using high-pressure gas expansion through convergent-divergent nozzles. Scope note: Acceleration efficiency depends on particle size, density, and gas-particle interaction within the nozzle geometry ↩
"[PDF] Multi-scale modeling and analysis of an industrial HVOF thermal ...", http://pdclab.seas.ucla.edu/Publications/MLi/MLi_PDChristofides_CES_2005_60_Multiscale_Modeling_Analysis_Industrial_HVOF.pdf. Process analysis reveals HVOF combustion chambers generate temperatures of 2800-3200K while expanding gases accelerate particles to 400-800 m/s, creating optimal conditions for particle melting and kinetic energy transfer upon impact. Evidence role: mechanism; source type: research. Supports: HVOF systems simultaneously heat and accelerate particles through combustion gas expansion. Scope note: Heating and acceleration efficiency varies with combustion stoichiometry, chamber design, and particle material properties ↩
"Recent Research Advances in Plasma Spraying of Bulk-Like Dense ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8797376/. Research shows APS plasma plumes heat particles to 3000-8000K during 0.1-1 ms residence times, with molten droplets impacting substrates at 100-300 m/s to form splat-based coating structures. Evidence role: mechanism; source type: paper. Supports: APS achieves coating formation through plasma heating followed by molten particle impact. Scope note: Heating effectiveness and impact behavior depend on particle trajectory, plasma power, and standoff distance ↩