I see many teams lose time when they start with process names. The real problem stays hidden. Cost, rework, and unstable coating follow.
I would choose HVOF or plasma spray by the coating problem, powder behavior, substrate limits, service environment, and production stability. HVOF often fits dense metal or carbide coatings1. Plasma spray often fits ceramics, thermal barriers, and high-melting-point materials2. I would not treat either process as always better.

When customers ask me, “Should I use HVOF or plasma spray?”, I usually pause before I answer. I work around thermal spray guns, consumables, replacement parts, and maintenance questions. I often see that the process choice is not only a coating question. It also becomes a system question. A coating may look good in a trial. The same coating may become hard to repeat in production. Powder, gun condition, nozzle or barrel wear, electrodes, cooling, and operator routine all start to matter. I will keep the comparison practical here, because this is how I see the question in real equipment support. If you are choosing between HVOF and plasma spray, keep reading.
Start with the Coating Problem, Not the Process Name?
I see teams compare process names too early. The name sounds technical. The real coating duty still decides whether the process can work.
I start with the coating problem. I ask what the coating must resist, what material must be sprayed, what substrate can tolerate, and what production repeatability is needed. I then compare HVOF and plasma spray as tools, not as winners or losers.

I first define the job the coating must do
When I support customers around HVOF and plasma spray guns, I like to ask simple questions first. I ask what the part sees in service. I ask whether the main risk is wear, corrosion, heat, erosion, oxidation, or a mix of these. I ask whether the coating must be very dense, very hard, very thick, or very heat resistant. I also ask about the base material. A steel shaft, an aluminum part, and a turbine-related component do not give me the same process freedom.
A useful first screen looks like this:
| Question I ask first | Why I ask it | What it can affect |
|---|---|---|
| What failure must the coating slow down? | I need to know the real duty | Material choice and process choice |
| What powder or wire is planned? | Each material behaves differently in heat and velocity | Melting, oxidation, and deposition |
| What is the substrate limit? | Some parts cannot accept much heat | Distortion, stress, and bond behavior |
| What quality must repeat every batch? | One good test coupon is not enough | Gun setup, consumable wear, and maintenance |
| What is the real production volume? | Stable output changes the decision | Cost per part and downtime risk |
HVOF, or High Velocity Oxygen Fuel, often gives a dense coating with high particle velocity. I often see it considered for tungsten carbide, chromium carbide, and some metal alloy coatings where wear and corrosion resistance matter. Plasma spray, often APS or Atmospheric Plasma Spray in common shop language, uses a very hot plasma jet. I often see it considered for ceramic materials, thermal barrier coatings, and high-melting-point materials. These are useful tendencies. They are not rules. I still need the coating problem before I choose the process.
Where HVOF and Plasma Spray Typically Fit Best?
I treat HVOF and plasma spray as different tools. Each tool has a natural area. Each tool also has limits.
HVOF often fits dense wear-resistant and corrosion-resistant metal or carbide coatings. Plasma spray often fits ceramic, thermal barrier, and high-melting-point coatings. The final choice still depends on powder type, substrate, heat input, service conditions, and repeatable production needs.

I compare material behavior before I compare numbers
Many buyers ask me about hardness, porosity, or bond strength. Those numbers are important. I do not ignore them. I only avoid using them alone. A process can show a strong number in one test and still be a poor fit for a real part. Powder chemistry, particle size, spray distance, fuel choice, plasma gas, cooling, and gun wear all change the result.
I often think about HVOF when the target coating needs high density and strong wear performance. Carbide coatings are a common example. WC-Co, WC-CoCr, and Cr3C2-NiCr are often discussed in HVOF projects3. The high particle velocity can help form dense coatings4. Lower flame temperature compared with plasma can also help reduce some unwanted thermal effects5 for certain materials. Still, carbide decarburization, oxidation, and powder condition remain important6. I would not say HVOF solves everything.
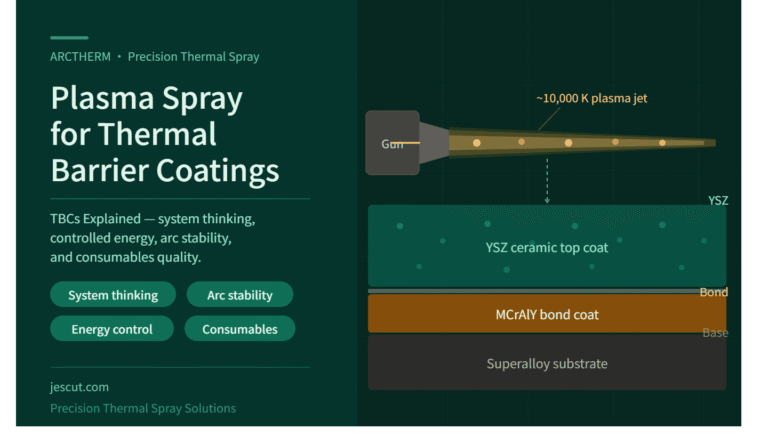
I often think about plasma spray when the material needs very high heat to soften or melt. Alumina, chromia, zirconia-based thermal barrier materials, and other ceramics often belong in this discussion7. Plasma spray can give the heat needed for these materials8. It also has a wide material range. Still, plasma spray can bring more heat to the part, and coating structure can be more open depending on settings and material9.
| Typical decision area | HVOF often fits when | Plasma spray often fits when |
|---|---|---|
| Main coating goal | I need dense wear or corrosion resistance | I need ceramic, heat barrier, or high-melting material capability |
| Common material family | I work with carbides or metal alloys | I work with oxides, ceramics, or refractory materials |
| Particle behavior | I want high particle velocity | I need very high particle temperature |
| Heat concern | I want to limit some thermal impact | I can manage higher thermal input with controls |
| Process risk | I watch fuel, barrel, chamber, and powder match | I watch electrodes, nozzle, gas flow, and arc stability |
I use this table only as a starting point. I still check the real coating target. I also check whether the shop can keep the process stable day after day.
Why the Wrong Choice Can Disrupt More Than Coating Performance?
I have seen wrong process choices create hidden trouble. The coating result is only the first problem. The workshop problems come later.
The wrong choice can cause powder mismatch, unstable deposition, high consumable wear, more maintenance, rework, and poor batch consistency. I look at process choice as a production decision, not only as a coating-property decision.

I look for the hidden cost behind the first coating result
In equipment and consumables support, I often hear a sentence like this: “The trial was good, but production is not stable.” This sentence matters. A coating trial may use fresh parts, clean cooling, careful setup, and close engineer attention. Production may run longer shifts, different operators, changing powder lots, worn nozzles, and tighter delivery pressure. The process choice must survive the second situation.
If HVOF is selected only because the coating must be hard, the team may miss other issues. The chosen powder may not match the gun setup well. The barrel or combustion chamber may wear faster than expected. The fuel and oxygen setup may need tighter control than the shop can keep. Overspray, deposition efficiency, and part geometry may also change the real cost.
If plasma spray is selected only because it can process many materials, the team may also miss issues. The substrate may be heat sensitive. The coating may oxidize more than expected. Electrode and nozzle wear may shift the arc condition. A coating that looked acceptable early may drift after consumables wear.
I usually break the risk into a simple checklist:
| Risk area | What I check | What can happen if I ignore it |
|---|---|---|
| Powder-process match | I check material behavior in the selected heat and velocity field | Low deposition, oxidation, poor structure, or unstable coating |
| Substrate response | I check part temperature, shape, and base material | Distortion, stress, or poor repeatability |
| Gun and consumables | I check nozzle, barrel, chamber, cathode, and anode condition | Drift, unstable plume, and more downtime |
| Maintenance routine | I check cleaning, cooling, and replacement interval | Sudden quality changes and rushed repair |
| Batch stability | I check whether settings stay repeatable over long runs | Rework and customer complaints |
I do not treat maintenance as an afterthought. I see it as part of process choice. If a process needs a level of control that the shop cannot keep, the coating may not be a practical production choice.
Production Stability Depends on the Whole Spray System?
I do not see the spray gun as a simple holder for powder and heat. The whole spray system shapes stability.
Production stability depends on the gun body, nozzle or barrel, chamber, cathode, anode, cooling, powder feed, gas flow, and maintenance discipline. A process that works once can fail in production if these parts cannot hold stable conditions.

I pay attention to the parts that keep the process repeatable
My work is close to thermal spray guns and key consumables. That view affects how I compare HVOF and plasma spray. I do not only look at the coating cross-section. I also look at the parts that produce that coating again and again. In HVOF, the barrel, combustion chamber, nozzle area, cooling condition, and gas-fuel balance are central. In plasma spray, the cathode, anode, nozzle geometry, cooling, gas flow, and arc stability are central. These parts are not background items. They are part of the process window.
A plasma gun with worn electrodes may still start. It may still spray. Yet the arc behavior can change. The plume can become less stable. The coating can drift. An HVOF gun with barrel wear may also continue to run. Yet particle speed, temperature, and spray pattern may change. The operator may compensate for a while. The batch record may still look normal. The coating may still lose consistency.
I often explain the system view like this:
| System part | Why I care about it | What I watch in production |
|---|---|---|
| Gun body | I need stable alignment and cooling | Leaks, heat marks, thread damage, and repeat fit |
| HVOF barrel or nozzle | I need steady flow and spray pattern | Inner bore wear, roughness, and dimensional change |
| HVOF chamber | I need stable combustion | Erosion, deposits, and cooling condition |
| Plasma cathode | I need stable electron emission | Tip wear, arc attachment, and life consistency |
| Plasma anode | I need stable arc path and bore condition | Bore erosion, roughness, and arc instability |
| Powder feeder | I need steady powder flow | Pulsing, clogging, and lot-to-lot behavior |
| Cooling system | I need stable part and gun temperature | Flow rate, scale, blockage, and temperature rise |
This is why I hesitate when someone asks for the “best” process. The best process on paper can become weak when the system is hard to maintain. The second-best process on paper may become better if the shop can run it with stable parts, stable parameters, and stable maintenance.
I also consider the quality of replacement parts. In high-power thermal spray work, small differences in geometry, inner bore finish, and material connection can affect service life. For plasma spray electrodes, a stable tungsten-copper connection is important. For HVOF barrels, inner bore roughness, hardness, and roundness matter. I do not need to overstate this point. I only need to say that consumables are not just spare parts. They are process-control parts.
Conclusion
I choose HVOF or plasma spray by the coating duty, material behavior, substrate limits, and system stability, not by process reputation alone.
"[PDF] Microstructure and Properties of HVOF-Sprayed Protective Coatings", https://netl.doe.gov/sites/default/files/event-proceedings/2008/fem/Lillo.pdf. Research demonstrates HVOF's effectiveness for producing dense carbide and metal coatings due to high particle velocities and controlled thermal input. Evidence role: general_support; source type: research. Supports: HVOF often fits dense metal or carbide coatings. Scope note: Effectiveness varies with specific powder composition and spray parameters ↩
"Effect of Varying Plasma Powers on High-Temperature Applications ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC9611188/. Studies confirm plasma spray's capability for processing ceramic and refractory materials due to extremely high plasma temperatures exceeding 10,000K. Evidence role: general_support; source type: research. Supports: Plasma spray often fits ceramics, thermal barriers, and high-melting-point materials. Scope note: Application success depends on substrate heat tolerance and specific material properties ↩
"An HVOF-Sprayed (Cr3C2-NiCr+Co) Composite Coating on Ductile ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC11012888/. Industry surveys and research literature identify tungsten carbide-cobalt and chromium carbide-nickel chromium as the most commonly applied HVOF coating systems for wear-resistant applications. Evidence role: case_reference; source type: research. Supports: WC-Co, WC-CoCr, and Cr3C2-NiCr are often discussed in HVOF projects. Scope note: Usage patterns may vary by geographic region and specific industrial sectors ↩
"Warm spraying—a novel coating process based on high-velocity ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC5099653/. Research shows that higher particle velocities in thermal spray processes increase kinetic energy upon impact, promoting better particle deformation and reducing coating porosity. Evidence role: mechanism; source type: paper. Supports: The high particle velocity can help form dense coatings. Scope note: Optimal velocity ranges vary by material and other process parameters must be controlled ↩
"Comparison of the characteristics of HVOF and plasma thermal spray", https://www.osti.gov/biblio/160466. Technical literature reports HVOF flame temperatures of 2800-3200°C compared to plasma temperatures exceeding 10,000°C, resulting in reduced substrate heating and thermal stress. Evidence role: statistic; source type: research. Supports: Lower flame temperature compared with plasma can also help reduce some unwanted thermal effects. Scope note: Actual thermal effects depend on spray distance, cooling, and part geometry ↩
"Review of the physicochemical properties and associated health ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC7988297/. Materials research identifies decarburization and oxidation as primary degradation mechanisms for carbide particles during thermal spray processing, affecting coating hardness and wear resistance. Evidence role: mechanism; source type: paper. Supports: carbide decarburization, oxidation, and powder condition remain important. Scope note: Degradation rates vary with specific carbide composition and process atmosphere ↩
"Thermal barrier coatings of YSZ developed by plasma sprayed ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC12640346/. Technical literature documents alumina, chromia, and yttria-stabilized zirconia as primary ceramic materials for plasma spray applications, particularly in thermal barrier and wear-resistant coatings. Evidence role: case_reference; source type: research. Supports: Alumina, chromia, zirconia-based thermal barrier materials, and other ceramics often belong in this discussion. Scope note: Material selection depends on specific service temperature and environmental requirements ↩
"Thermal spraying - Wikipedia", https://en.wikipedia.org/wiki/Thermal_spraying. Research confirms plasma spray temperatures can exceed the melting points of most ceramic materials including alumina (2072°C) and zirconia (2715°C), enabling effective particle melting and deposition. Evidence role: mechanism; source type: research. Supports: Plasma spray can give the heat needed for these materials. Scope note: Effective processing requires proper standoff distance and gas composition control ↩
"[PDF] Effects of pores and interfaces on effective properties of plasma ...", https://ncnr.nist.gov/programs/sans/pdf/publications/0181.pdf. Microstructural studies show plasma spray coatings typically exhibit higher porosity (5-15%) compared to HVOF coatings due to rapid solidification and gas entrapment during deposition. Evidence role: general_support; source type: paper. Supports: coating structure can be more open depending on settings and material. Scope note: Porosity levels can be controlled through optimization of spray parameters and powder characteristics ↩