Porosity drift hurts coating trust. I see teams adjust parameters fast, then still face rework, weak results, and repeated production doubts.
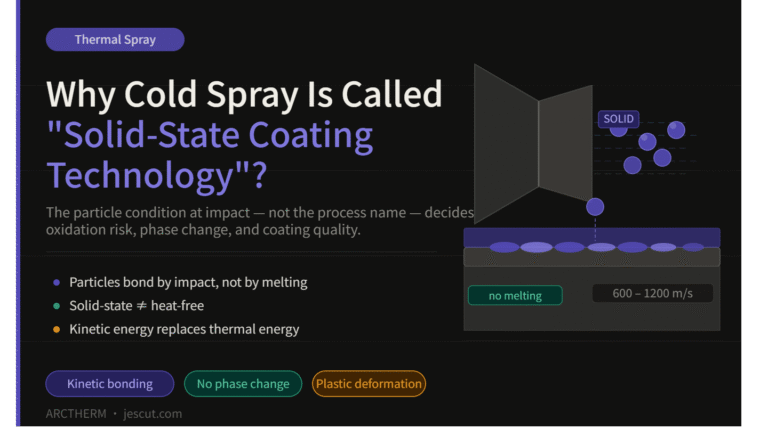
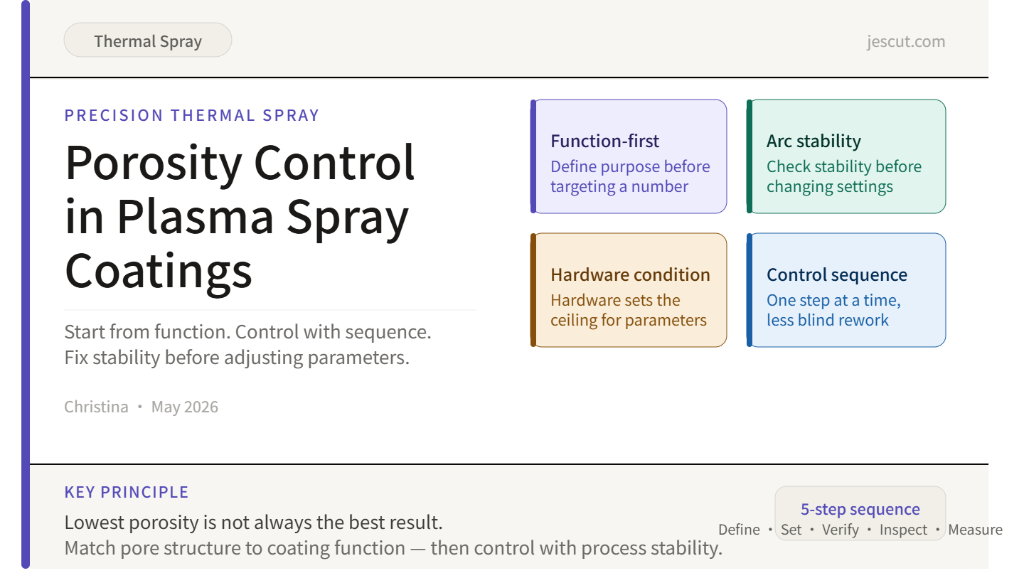
I control porosity by starting with the coating function, then setting an acceptable pore range and pore shape. I then check powder, parameters, gun stability, consumable wear, and measurement method. I do not treat the lowest porosity as the best result for every coating.

I have seen porosity problems arrive as one simple sentence: “The coating result is not stable.” That sentence sounds easy. It is not easy. Porosity is not only a number on a report. It is the result of particle heating, particle speed, surface condition, powder behavior, arc stability, and measurement method. When I look at porosity control, I try not to ask, “How can I make it lower?” I first ask, “What must this coating do, and what pore structure can still support that job?” That question usually saves time before a team changes too many things at once.
Start from Function, Not from a Porosity Number?
A low porosity target can look safe. I have seen it create wrong decisions when the coating needs a different structure.
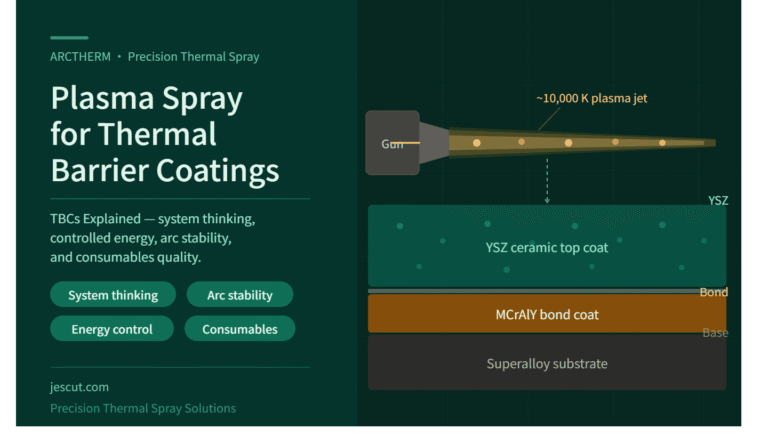
Porosity control should start from coating function. Wear coatings, thermal barrier coatings, sealing coatings, and bond layers can need different pore levels and pore shapes. I first define what the coating must do, then I define the porosity range that supports that function.

I do not treat porosity as one single goal
When I talk with thermal spray users, I often find that the porosity number is treated like a score. A lower score looks better. This is not always true. A dense coating may help some sealing or wear cases. A more open structure may help strain tolerance or thermal insulation in other cases. I need to know the coating job before I judge the porosity.
I usually split the question into three parts. First, I ask what the surface must resist. It may resist wear, heat, corrosion, or erosion. Second, I ask how the pores appear. Open pores, closed pores, long cracks, and unmelted particle gaps do not mean the same thing. Third, I ask how the coating will be measured. A polished cross section, image analysis, and field acceptance rule can each shape the final judgment.
| I ask this question | Why I ask it | What I avoid |
|---|---|---|
| What is the coating function? | I need to know the real target. | I avoid chasing a number without context. |
| What pore structure is acceptable? | I need to separate useful structure from harmful defects. | I avoid calling every pore a failure. |
| How will porosity be measured? | I need stable comparison. | I avoid comparing results from different methods. |
| What range is practical? | I need a process window, not a single point. | I avoid unstable production settings. |
I link porosity with risk, not only with density
I have learned to treat porosity as a risk control item. In a wear coating, pores may become weak points when load and sliding are high. In a thermal barrier coating, some porosity may help reduce heat flow and stress. In a sealing layer, connected porosity can become a leak path. In a bond layer, the key issue may be contact, roughness, and adhesion.
This is why I prefer a functional porosity target. I do not want a target that only says “as low as possible.” I want a target that says what pore level, pore form, and coating behavior are acceptable for the part.
When Porosity Fluctuates, Think Stability First?
Porosity fluctuation can look like a recipe problem. I have seen it become worse when people change settings before checking stability.
When porosity changes from batch to batch, I first check process stability. Arc behavior, cathode wear, anode condition, nozzle state, powder feed repeatability, and spray distance can all change particle heating and particle impact. Stable porosity needs stable energy transfer.

I listen to what the fluctuation is telling me
Many customers do not first say, “My cathode is worn,” or “My arc is unstable.” They say, “The coating is different this week.” I understand that statement. The final coating is what they see. My work sits closer to the plasma gun, cathode, anode, nozzle, and other parts, so I try to connect the coating symptom with possible equipment behavior.
Porosity fluctuation is often a sign that the process is moving. It may move because the arc voltage is not steady. It may move because the cathode tip shape has changed. It may move because the anode bore has worn. It may move because the nozzle condition is different. It may also move because powder feed, carrier gas, spray distance, cooling, or substrate preparation has changed. I do not blame one item too fast.
| I see this symptom | I consider this area | My reason |
|---|---|---|
| Porosity rises in one direction over time | I check consumable wear. | Wear can change arc and particle heating. |
| Porosity jumps suddenly | I check setup, powder feed, and measurement. | A sudden change may come from handling or method. |
| Porosity differs between guns | I check gun component consistency. | Small geometry changes can affect plasma behavior. |
| Porosity differs between operators | I check process discipline. | Distance, angle, and timing can change results. |
| Porosity report differs between labs | I check measurement rules. | Preparation and image method can shift numbers. |
I focus on arc stability because it affects particles
In plasma spray, the coating is built by many heated particles. If the arc is not stable, the heating environment is not stable. Then particles may be too hot, too cold, too fast, or too slow compared with the intended window. That change can affect flattening, bonding, unmelted particle content, and pore formation.
From the gun and consumable side, I pay close attention to cathode and anode geometry. I also care about the tungsten-copper connection in the cathode and anode assembly, especially for high-power use. A poor connection can become a weak point for heat and electrical stability. In our manufacturing work, I treat this interface as important because the arc needs a stable base.
Before delivery, I also care about functional checks. For gun bodies and key components, I want flame or plasma arc length and arc stability to be checked as far as the product type allows. This does not replace the customer’s coating test. It only reduces one source of uncertainty before the part enters production.
Parameters Matter — But Hardware Condition Sets the Limit?
Parameter changes feel direct. I have watched teams change power, gas, and distance while a worn part still limits the result.
Plasma power, gas flow, spray distance, powder feed, particle size, and substrate condition all matter. Yet the gun and consumables must support those settings. If hardware condition is poor, parameter changes may only hide the problem for a short time.

I see parameters as a window, not as magic numbers
I do not like fixed porosity recipes when I do not know the powder, gun condition, spray setup, part shape, and measurement rule. A setting that works in one plant may not give the same result in another plant. Even the same setting can drift when powder lot, electrode life, cooling, or spray distance changes.
The usual process parameters are important. Plasma power changes particle heating. Primary and secondary gas flow change plasma energy and flow behavior. Spray distance changes particle temperature and speed when particles reach the part. Powder feed rate changes heat share per particle. Carrier gas can move powder injection behavior. Substrate temperature and surface roughness can change splat bonding.
Yet these numbers only work inside the limit of the hardware. A worn anode bore, a damaged nozzle, a changed cathode tip, or a gun body with poor geometry control can reduce repeatability. I have seen teams spend many trials on settings when the first check should have been component condition.
| Control area | What I adjust or check | What can happen if I ignore it |
|---|---|---|
| Plasma power | I confirm that power fits the powder and coating goal. | Particles may be underheated or overheated. |
| Gas flow | I check flow stability and correct gas setup. | Jet behavior can shift. |
| Spray distance | I keep distance repeatable. | Particle state at impact can change. |
| Powder feed | I check feed rate and injection stability. | Coating build and pore content can drift. |
| Consumables | I inspect cathode, anode, and nozzle condition. | Arc behavior can drift even with the same recipe. |
| Substrate | I check grit blast and preheat rules. | Bonding and pore structure can change. |
I use precision parts to reduce hidden variation
As a manufacturer of plasma spray guns and consumables, I do not claim that hardware is the only cause of porosity. It is not. I do claim that hardware variation can become a hidden cause when other factors look unchanged.
This is why I care about machining accuracy. In cathodes, anodes, nozzles, and related gun parts, small dimensional differences can change alignment, flow, and arc attachment behavior. We use high-precision CNC processing for these parts because repeatable geometry supports repeatable use. For some products, the target dimensional control can reach within 0.01 mm, and critical inner bore roughness is tightly controlled. I mention this because surface finish and bore condition are not just drawing details. They are part of how the plasma jet behaves.
I also pay attention to non-thoriated tungsten materials where the design allows them. I value stable electron emission and non-radioactive material choices. Material choice does not solve every coating issue. It can reduce one kind of concern in consumable design.
A Practical Control Sequence for Porosity Consistency?
Porosity control becomes confusing when every variable changes at once. I prefer a simple order because it keeps the team calm.
A practical sequence is: define the application target, set the acceptable porosity range and structure, verify powder and parameter window, inspect gun and consumables, and keep measurement consistent. This order reduces blind trials and makes each change easier to judge.

I start with the target and move toward the machine
When I help think through a porosity issue, I try to move from the final job back to the process. I do not begin by turning knobs. I first ask what the coating must do. Then I ask what porosity range and pore form have been accepted before. If the customer has a qualified production history, I treat that history as very valuable. It tells me what “good” looked like in that plant.
After that, I look at powder and parameters. I want to know the powder type, particle size range, lot change, storage condition, and feed behavior. I also want to know whether the parameter window was changed recently. Then I move to the gun. I ask about cathode life, anode life, nozzle condition, cooling condition, and any replacement parts used. I also ask whether the same measurement method was used.
| Step | My action | My purpose |
|---|---|---|
| 1 | I define the coating job. | I connect porosity to function. |
| 2 | I define acceptable pore range and structure. | I create a real quality target. |
| 3 | I check powder behavior. | I remove material-side surprises. |
| 4 | I review the parameter window. | I avoid random recipe changes. |
| 5 | I inspect gun and consumables. | I check the base of arc stability. |
| 6 | I keep measurement method the same. | I make results comparable. |
I control measurement before I judge the process
Porosity measurement can create confusion when sample preparation and image analysis are not stable. A cross section can show different pore levels if polishing pulls out weak areas, if magnification changes, if threshold settings change, or if the selected area is not typical. I am not a coating lab, so I do not present myself as the final authority on every measurement method. Still, I always ask whether the same method was used before the team judges the process.
For production control, I prefer a written rule. The rule should state how samples are cut, mounted, polished, imaged, and analyzed. It should state how many fields are checked and how edge areas are handled. It should also state whether cracks, unmelted particles, and dark oxides are counted in the same way. Without this rule, two porosity numbers may not mean the same thing.
I also like to compare porosity with other signs. I look at deposition efficiency, coating thickness growth, microhardness if available, bond result if tested, and visual surface condition. One number should not carry the whole decision alone.
I use a calm troubleshooting path when porosity drifts
When porosity changes, I prefer one change at a time. I first confirm that the measurement is comparable. Then I check whether the powder lot or storage changed. Then I check whether the parameter record matches the qualified window. Then I inspect the gun and consumables. If the cathode, anode, or nozzle is near the end of life, I do not trust a parameter trial to explain everything.
In my own work, I have seen small wear signs matter. A part can still look usable, yet the arc can become less stable than before. A nozzle can be close to acceptable, yet the spray result can feel less repeatable. This is why I support planned inspection and replacement rules. It is better to replace a consumable by condition and life record than to wait until the coating forces rework.
I also believe in supplier communication. If a thermal spray service provider tells me the symptom clearly, I can help review possible causes from the hardware side. I cannot replace their process engineer. I can help reduce unknowns related to gun parts, consumable condition, and component consistency.
Conclusion
I control porosity best when I start from coating function, keep the process stable, inspect hardware condition, and measure results in one consistent way.