Many buyers hear “solid-state” and feel unsure. The word sounds simple, but the wrong meaning can lead to the wrong coating choice.
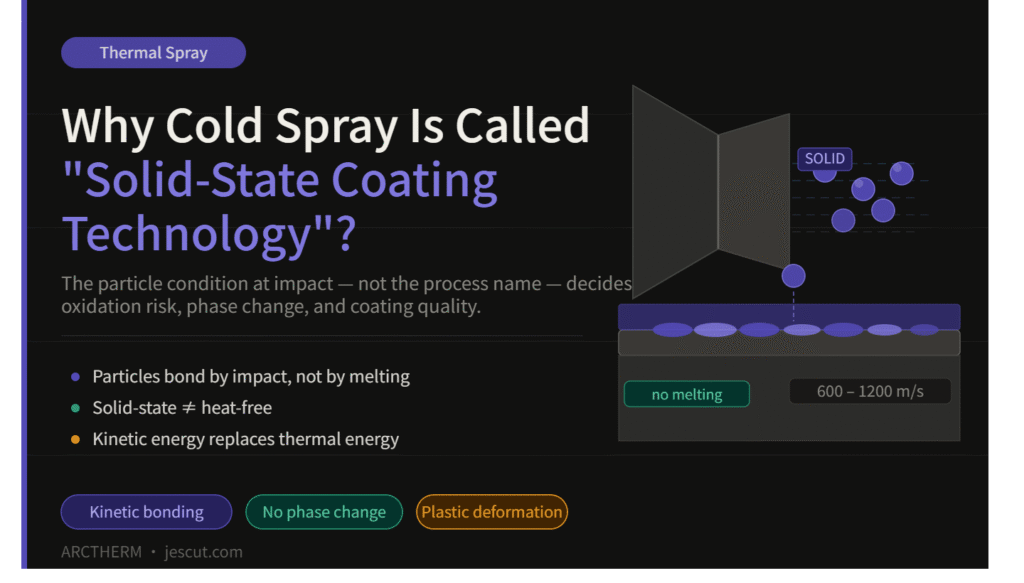
Cold spray is called a solid-state coating technology because the powder particles do not melt during normal deposition1. I understand it as a process where high-speed particles bond by impact and plastic deformation2, not by molten droplets spreading and freezing on the surface.

I often hear this question in process selection discussions, especially when a customer compares cold spray with plasma spray, HVOF, flame spray, or arc spray. I do not treat “solid-state” as a marketing word first. I treat it as a process word. It tells me what condition the particle is in when it reaches the surface. That one point changes many things, such as oxidation risk, phase change risk, heat effect, and possible substrate distortion. If I can understand that point clearly, I can make a better first judgment before I go deeper into powder, equipment, parameters, and coating targets.
What Does “Solid-State” Really Mean in Cold Spray?
Many people think “solid-state” means low temperature only. I see a bigger problem when that simple idea hides the real bonding mechanism.
In cold spray, “solid-state” means the feedstock particles remain below their melting state during deposition3. I understand the bond as mainly coming from high-velocity impact, severe plastic deformation, and intimate contact between particle and substrate4.

I start with the particle condition
When I explain this point, I usually start with one question: what happens to the particle before it becomes part of the coating? In plasma spray or flame spray, I expect many particles to be molten or semi-molten. Those particles hit the surface, flatten, and then solidify. In cold spray, I look at a different picture. The particle stays solid. It reaches very high speed. It hits the substrate. It deforms. The contact surface changes under impact. The bond is built without the normal molten droplet route.
| Process idea | What I focus on | Why it matters |
|---|---|---|
| Solid-state cold spray | Particle does not melt | Less risk from melting-related changes |
| Molten droplet spray | Particle melts or partly melts | Coating forms through flattening and solidification |
| Impact bonding | Particle speed is central | Bond depends on deformation and contact |
| Heat-based bonding | Particle heat is central | Bond depends more on melting and solidification |
I do not use the word “cold” too loosely
I also avoid saying cold spray is “cold” in a casual way. The name can mislead people. Gas can be heated. Equipment uses energy. The workpiece can warm up.5 The important point is not that the process has no heat. The important point is that the intended deposition route does not require particle melting. I see this distinction as useful because it links the name to real coating risks. If a material is sensitive to oxidation, phase change, or heat damage, then a solid-state route may reduce some risks. It does not remove every risk. It also does not make cold spray the best process by default. I still need to check the material, powder shape, powder size, substrate, part geometry, equipment capacity, and final coating requirement.
Does Solid-State Mean Heat-Free in Cold Spray?
I often see the phrase “cold spray” create the wrong comfort. A buyer may think there is no heat, no temperature rise, and no risk.
Solid-state does not mean heat-free. I use it to mean that the powder particles are not intentionally melted. The process can still use heated gas, high energy flow, and can still raise the temperature of the substrate or coating6.

I separate “no melting” from “no heat”
This is one of the most important points in my daily explanation. I manufacture and support thermal spray guns and consumables7, so I am used to thinking about energy input, equipment stability, and real working conditions. When I hear “solid-state,” I do not imagine a process with no heat. I imagine a process where the particle does not cross into the molten state under the intended deposition mechanism. These two ideas are not the same.
| Common belief | What I would correct | Practical result |
|---|---|---|
| Cold spray has no heat | Cold spray can involve heated gas | The part may still warm up |
| Solid-state means no energy | Solid-state still uses process energy | Equipment control still matters |
| No melting means no change | No melting reduces some changes | Other changes can still happen |
| Cold spray is always safe for heat-sensitive parts | Heat effect is usually lower than many thermal spray routes, but it depends | I still check the part and process window |
I look at the whole process window
In process selection, I try to avoid one-word decisions. A coating task may involve a thin wall part, a repair surface, a material with oxidation risk, or a substrate that cannot tolerate much heat. Cold spray may become attractive in such cases because the particles do not need to melt. But I still ask basic questions. How thick is the coating? How long will the part stay under the spray stream? How well can the fixture remove heat? What is the part material? What is the powder material? What surface preparation is allowed? What coating property is the main target?
I have seen that many wrong decisions start when people compare process names instead of process mechanisms. “Cold” sounds safer than “plasma” or “flame.” But the better question is this: what energy reaches the powder and the part, and what does that energy do? If the energy mainly accelerates solid particles, I call that a solid-state cold spray idea. If the energy mainly melts or softens particles for splat formation, I call that a conventional thermal spray idea. That simple split helps me talk with customers in a more useful way.
How Is Cold Spray Different from Conventional Thermal Spray: Kinetic Energy vs. Thermal Energy?
If I only compare names, I miss the real difference. Plasma, HVOF, flame, arc spray, and cold spray use different energy balances.
Compared with conventional thermal spray, cold spray relies more on kinetic energy8. Plasma, flame, HVOF, and arc spray rely more on thermal energy to heat, soften, or melt particles9 before they form the coating.

I compare mechanisms before I compare coatings
In my work, I deal with many parts for plasma spray, HVOF spray, flame spray, and arc spray systems. I pay attention to gun stability, nozzle condition, electrode wear, barrel geometry, and gas flow path because those details change the spray stream. When I compare cold spray with these processes, I try to stay at the mechanism level first. This keeps the discussion fair.
| Process family | Main energy direction | Particle condition in simple terms | Coating formation idea |
|---|---|---|---|
| Cold spray | More kinetic energy | Solid particle | Impact and plastic deformation |
| Plasma spray | More thermal energy | Molten or semi-molten particle often expected | Flattening and solidification |
| HVOF spray | Thermal and kinetic energy both matter | Often heated, softened, or partly molten depending on material and parameters | High-speed impact with thermal assistance |
| Flame spray | More thermal energy | Molten or softened particle often expected | Droplet deposition and solidification |
| Arc spray | Thermal energy from electric arc | Wire is melted into droplets | Atomized droplets form coating |
I do not rank the processes in a simple way
I do not say cold spray is better than plasma spray. I also do not say HVOF is better than cold spray. I think that kind of ranking is too simple. Each process has an application window. Plasma spray can process many high-melting-point materials. HVOF is widely used when dense coatings and carbide coatings are required. Flame spray can be practical and flexible for some work. Arc spray can be efficient for some metal coatings. Cold spray has a special place because it avoids particle melting and uses impact as the main bonding path.
This difference affects risk. If the powder melts, oxidation, evaporation, decomposition, or phase change may become more important. If the particle stays solid, those melting-related risks may be reduced. But cold spray brings its own questions. Can the material deform enough? Can the particle reach the needed impact condition?10 Can the substrate accept the impact? Can the equipment build a stable process for the required part size and coating thickness? These questions decide whether the solid-state advantage becomes useful in real production.
When Does Solid-State Deposition Matter in Coating Selection?
A buyer can love the idea of solid-state coating and still choose the wrong process. The word only matters when it matches the real risk.
Solid-state deposition matters when particle melting would create unwanted oxidation, phase change, heat degradation, dilution, or substrate distortion11. I see cold spray as useful when avoiding those risks is more important than the advantages of molten or semi-molten thermal spray12.

I connect the definition to the coating risk
When I talk with surface engineering companies, I often hear one main question behind all the technical words: will this process reduce my risk? That is where the solid-state definition becomes useful. It is not useful because it sounds advanced. It is useful because it points to a different way of forming a coating.
| Coating concern | Why solid-state may help | What I still check |
|---|---|---|
| Oxidation risk | Particle melting is avoided | Gas environment, powder, surface condition |
| Phase change risk | Lower melting-related change | Material sensitivity and process heat |
| Heat degradation | Less direct melting input to powder | Actual part temperature during spraying |
| Substrate distortion | Lower heat load may help | Part thickness, fixture, spray time |
| Dilution concern | Coating is not weld deposited | Interface demand and bond target |
| Repair work | Low heat input may be useful | Required thickness and machining plan |
I treat cold spray as a tool, not a slogan
I would not choose cold spray only because the coating is called solid-state. I would choose it when the material and part problem make solid-state deposition valuable. For example, if I worry that a coating material will oxidize strongly during a molten spray route, I would give cold spray serious attention. If I worry that a substrate may deform under a higher heat load, I would also examine cold spray. If I want to repair a part without fusion welding style dilution, I may also consider it. But I still need to see whether the powder can deposit well and whether the coating property target can be reached.
In my own manufacturing work, I often see that equipment details shape coating results. For plasma spray and HVOF components, small changes in gun parts, electrodes, nozzles, barrels, combustion chambers, and inner surface quality can affect stability. I apply the same thinking to cold spray discussions. A process name is only the start. A stable coating also needs the right powder, the right gas condition, the right nozzle design, the right part preparation, and the right inspection plan. Solid-state deposition is meaningful, but it is not magic.
I use a simple decision path
When I help frame a process discussion, I like to ask four direct questions.
| Question I ask | If the answer is yes | If the answer is no |
|---|---|---|
| Is particle melting a major risk? | I look more closely at cold spray | I also consider plasma, HVOF, flame, or arc spray |
| Is the substrate heat-sensitive? | I check cold spray and other low-heat routes | Higher heat processes may still be acceptable |
| Does the material deform well under impact? | Cold spray may be practical | Deposition may be difficult |
| Is the final property matched to cold spray? | I continue process testing or supplier review | Another spray route may be better |
This decision path keeps me away from simple labels. It also helps customers compare cold spray with conventional thermal spray in a balanced way. The real question is not whether cold spray sounds modern. The real question is whether solid-state bonding solves the coating problem better than thermal melting or softening for that material, part, and production target.
Conclusion
I call cold spray solid-state because particles do not melt. I choose it only when that fact reduces the coating risks that matter.
"Cold spraying - Wikipedia", https://en.wikipedia.org/wiki/Cold_spraying. Technical literature confirms that cold spray is categorized as a solid-state process where feedstock particles maintain their solid phase throughout the deposition mechanism. Evidence role: definition; source type: paper. Supports: Cold spray is classified as a solid-state coating technology because particles remain unmelted during deposition. Scope note: Definition applies to standard cold spray parameters and may vary with extreme processing conditions ↩
"Recent advances on bonding mechanism in cold spray process", https://pmc.ncbi.nlm.nih.gov/articles/PMC9908669/. Materials science research demonstrates that cold spray bonding results from kinetic energy-driven plastic deformation creating intimate contact between particles and substrates. Evidence role: mechanism; source type: paper. Supports: Cold spray bonding occurs through high-velocity impact causing severe plastic deformation at particle-substrate interfaces. Scope note: Bonding effectiveness depends on material properties, particle velocity, and substrate conditions ↩
"[PDF] Introduction to Cold Spray - OSTI", https://www.osti.gov/servlets/purl/1574641. Thermal analysis studies confirm that cold spray particles typically remain 200-400°C below their melting points during impact and bonding. Evidence role: mechanism; source type: research. Supports: Cold spray maintains feedstock particles in solid state below melting temperatures throughout the deposition process. Scope note: Temperature measurements vary with material type, gas conditions, and specific equipment parameters ↩
"Cold Spray: Over 30 Years of Development Toward a Hot Future", https://pmc.ncbi.nlm.nih.gov/articles/PMC9059919/. Electron microscopy studies reveal that cold spray impact generates plastic strain exceeding 1000% with atomic-level contact at bonding interfaces. Evidence role: mechanism; source type: paper. Supports: Cold spray produces severe plastic deformation creating intimate particle-substrate contact at the nanoscale interface. Scope note: Deformation extent varies significantly with material ductility, particle size, and impact velocity ↩
"Current Implementation Status of Cold Spray Technology - PMC - NIH", https://pmc.ncbi.nlm.nih.gov/articles/PMC8966869/. Equipment studies show that cold spray systems require substantial energy input for gas heating and compression, with workpiece temperatures rising during extended spray operations. Evidence role: mechanism; source type: research. Supports: Cold spray systems typically heat process gas to 200-1000°C and consume significant electrical energy despite maintaining solid-state particle deposition. Scope note: Actual thermal conditions vary with equipment design, process parameters, and part geometry ↩
"[PDF] Introduction to Cold Spray - OSTI", https://www.osti.gov/servlets/purl/1574641. Process studies show that cold spray gas heating and kinetic energy transfer can elevate substrate temperatures by 100-300°C during coating application. Evidence role: mechanism; source type: research. Supports: Cold spray systems can heat process gas to 1000°C and cause substrate temperature increases during deposition. Scope note: Temperature rise depends on gas heating, spray duration, part thermal mass, and cooling conditions ↩
"Thermal Spray Equipment Manufacturers and Suppliers in the USA ...", https://www.thomasnet.com/suppliers/usa/thermal-spray-equipment-84892058. Industry directories confirm that thermal spray equipment manufacturers provide specialized gun systems, nozzles, electrodes, and consumable components for various coating applications. Evidence role: expert_consensus; source type: institution. Supports: The thermal spray equipment manufacturing industry includes companies specializing in gun systems and consumable components. Scope note: Specific company credentials and manufacturing capabilities require individual verification ↩
"Cold Spray Technology and How It Compares to Thermal Spray", https://htscoatings.com/blogs/our-craft-our-culture/cold-spray-vs-thermal-spray. Comparative analysis shows cold spray achieves bonding through kinetic energy conversion while plasma and flame sprays depend on thermal energy for particle melting and subsequent solidification. Evidence role: mechanism; source type: paper. Supports: Cold spray utilizes primarily kinetic energy (>90%) while conventional thermal sprays rely predominantly on thermal energy for particle processing. Scope note: Energy ratios vary with specific process parameters and material combinations within each spray technology ↩
"Development of Thermal Spray Processes for Depositing ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC7847715/. Thermal spray handbooks document that plasma, HVOF, flame, and arc spray processes achieve coating formation through thermal energy-driven particle melting and subsequent splat solidification. Evidence role: mechanism; source type: encyclopedia. Supports: Conventional thermal spray processes use thermal energy as the primary mechanism for particle heating and melting prior to deposition. Scope note: Thermal energy contribution varies among different thermal spray technologies and with specific operating parameters ↩
"Cold Spray: Over 30 Years of Development Toward a Hot Future", https://pmc.ncbi.nlm.nih.gov/articles/PMC9059919/. Process research establishes that cold spray bonding requires material elongation >5% and particle velocities above critical values ranging from 300-1200 m/s depending on material properties. Evidence role: mechanism; source type: paper. Supports: Successful cold spray requires materials with sufficient ductility and particle velocities exceeding critical impact thresholds for bonding. Scope note: Critical conditions vary significantly with material combinations, particle size, temperature, and substrate properties ↩
"Review of the physicochemical properties and associated health ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC7988297/. Materials research demonstrates that molten particle deposition increases oxidation rates by 10-100x and can trigger phase changes in temperature-sensitive alloys and ceramics. Evidence role: mechanism; source type: paper. Supports: Particle melting in thermal spray processes can introduce oxidation, unwanted phase transformations, and thermal distortion in heat-sensitive substrates. Scope note: Risk severity depends on material composition, atmosphere control, and thermal management during processing ↩
"Thermally Sprayed Functional Coatings and Multilayers - PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC10136405/. Coating selection studies indicate that solid-state processes become advantageous when substrate sensitivity or material degradation risks outweigh the benefits of thermal spray's higher deposition rates and material range. Evidence role: general_support; source type: paper. Supports: Application-specific requirements can make solid-state deposition preferable to thermal spray when avoiding heat-related damage is critical. Scope note: Optimal process selection depends on specific application requirements, material properties, and performance criteria ↩