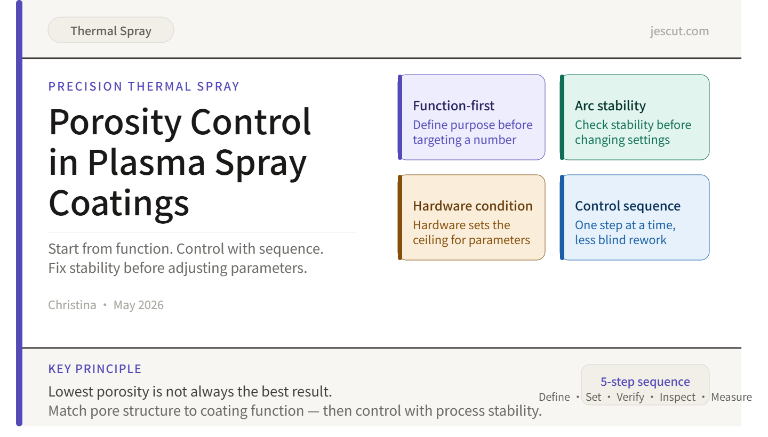
The problem is not “can APS spray ceramics.” The problem is repeatability. Inconsistency drives scrap, rework, and downtime. I fix this by treating TBCs as a system and stabilizing the arc.
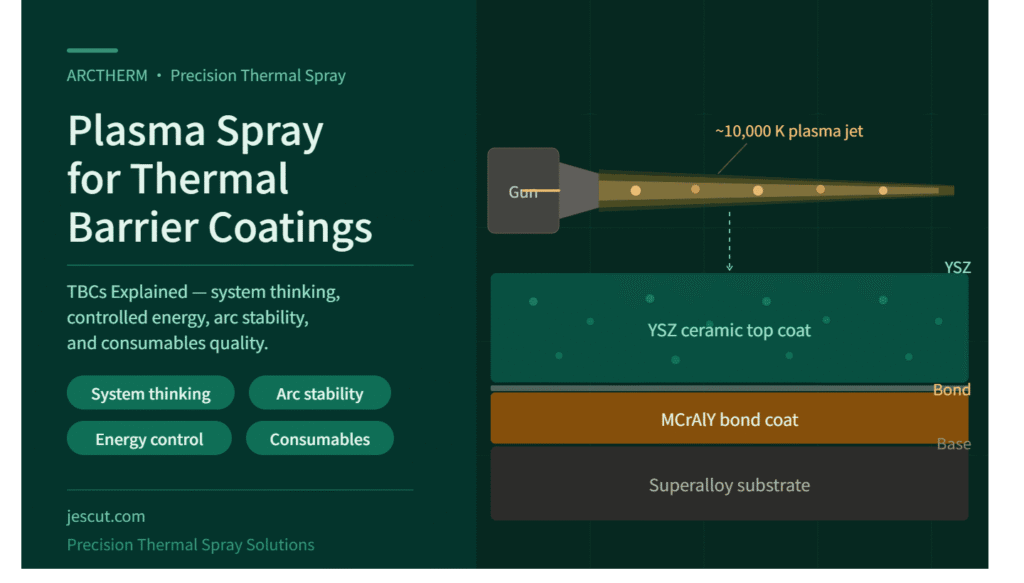
Plasma spray for TBCs works when powder, bond coat, parameters, gun condition, and a stable arc/plume hold particles in the right thermal and velocity window. I focus on controlled energy and consistent consumables over time.

I learned this the hard way. I watched good powders fail and average powders pass. The difference was not a catalog line. It was how stable the whole chain stayed across shifts and batches. I will share what I check.
TBCs Are a System, Not Just a Ceramic Powder?
Chasing a perfect YSZ lot feels safe. Then defects return. The fix seems unclear. I step back. I map the whole system. I hold each link steady, not just the powder.
A TBC depends on bond coat prep, substrate temperature, particle heating and speed, plume stability, spray angle, and cooling.1 I target a controlled process window and keep every link inside it over time2.

Why I call TBCs a system
A dense ceramic top coat on a weak bond coat will still fail. A perfect bond coat with cold particles will also fail. I look at preparation, energy, motion, and environment together. I also look at how stable they stay when operators change or when consumables age.
What I check, every run
- Substrate: grit size, roughness, cleanliness, and mask plan
- Bond coat: alloy type, thickness, and surface profile
- Top coat: particle state on impact and layer stress
- Process: stand-off, traverse, cooling air, and angle
- Equipment: arc stability and gun condition
| Element | Why it matters | What I check in practice |
|---|---|---|
| Bond coat | Controls adhesion and load transfer | Roughness range, oxide level, thickness spread |
| Particle state | Sets splat shape and porosity | Melt fraction via plume tuning and test coupons |
| Plume stability | Keeps velocity and heat consistent | Arc flicker, plume color, plume length tolerance |
| Stand-off/angle | Controls dwell and cooling | Traverse plan, robot repeatability, angle windows |
| Cooling | Limits stress and microcracks | Air flow, substrate temperature band |
I once saw a customer fix a vertical cracking issue by changing nothing in the powder. We locked the arc and re-leveled stand-off. Porosity became stable. So did the complaints.
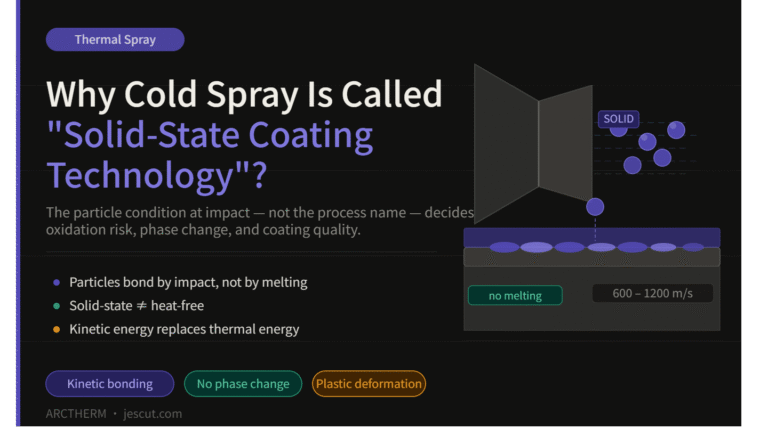
APS Is Controlled Energy Delivery, Not “the Hotter the Better”?
Many shops push current when they see unmolten particles. Parts overheat. Porosity swings. I slow down. I set the state I want at impact. I stop trying to “win with heat.”
The goal is not maximum power. The goal is a precise molten or semi-molten state with the right velocity. I adjust current, voltage, gas mix, and stand-off to hit that target and hold it.

What “controlled energy” means for particles
Each powder has a target melt band. Some sizes want semi-molten edges for strain tolerance. Some want fully molten for dense bond coats.3 I use the smallest energy that gives the target state4. I also keep substrate temperature inside a narrow band to avoid stress jumps.
How I tune, in simple steps
- Set baseline: current, gas flows, and stand-off from prior good runs
- Confirm particle speed and heat with test coupons and quick cuts
- Trim gas: increase secondary gas to raise enthalpy without overshooting current
- Adjust nozzle-to-substrate to control dwell without overheating hardware
- Lock traverse and cooling air when the particle state looks right
| Lever | Primary effect | Typical result when raised | Typical result when lowered |
|---|---|---|---|
| Current | Arc power and particle heating | More melt, more substrate heat | Less melt, colder substrate |
| Gas flow (primary) | Velocity and enthalpy | More speed, sometimes less dwell | Less speed, more dwell |
| Gas mix (He/H2) | Enthalpy and heat transfer | Hotter plume for same current | Cooler plume for same current |
| Stand-off | Dwell and particle cooling time | Less dwell, less heat on part | More dwell, more heat on part |
| Traverse speed | Heat input per area | Lower heat per pass | Higher heat per pass |
A turbine shop once asked me to “turn it up” on dense YSZ. We instead trimmed gas mix and stand-off. The particle state locked in. The microstructure stabilized. They kept their fixtures.
Arc and Plume Stability: Where Spray Gun and Consumables Decide Repeatability?
Great parameters will still fail if the arc wanders. I have seen a plume flicker on one gun and not on another. The batch split in two. I start at the gun.
A stable arc and plume need healthy cathodes and anodes, precise bores, clean alignment, good gas seals, and a power supply with low ripple.5 I test and track these before each shipment and before each run.

How gun and parts drive stability
Electrode geometry sets where the arc roots. Bore finish sets gas flow. Misalignment tilts the plume.6 A rough inner bore adds turbulence. A weak tungsten-copper joint shifts heat and causes early wear. I design for tight size tolerance and smooth bores. I also focus on how the joint holds up at high power.
What I control in manufacturing and in the shop
- Cathode and anode: geometry, surface finish, and internal joint quality
- Gun body: bore size, roundness, and roughness to Ra ≤ 0.2 μm7
- Alignment: concentricity and straightness to tight geometric tolerance
- Materials: low work-function, non-thoria tungsten blends8 where possible
- Tests: arc ignition, plume length, and stability under a defined power set
| Factor | Symptom on the floor | Action I take |
|---|---|---|
| Electrode wear pattern | Plume drift, arc wander | Replace on schedule, review duty cycle |
| Poor W-Cu joint | Early erosion, unstable current | Use vacuum casting, inspect cross-sections |
| Rough gas bore | Noisy plume, uneven particle speed | Hone to Ra ≤ 0.2 μm, verify with profilometer |
| Misalignment | Off-axis plume, edge overheating | Check concentricity, fixture corrections |
| Gas seal leakage | Flicker, color change in plume | Replace seals, leak test |
I ship consumables after arc and flame stability checks. I also log dimensions down to 0.01 mm. This does not guarantee a coating. It removes a big source of variation. My customers feel the difference in fewer pauses and fewer re-tunes.
Replacement Parts: Model Compatibility Is Not Enough?
A part that “fits” can still break your process. I saw a batch run fine on Monday and fail on Wednesday. The model matched. The batch did not. I changed my buying rules.
Replacement parts must match dimensions and materials and also hold arc and plume behavior across batches9. I look for inspection records, surface finish data, joint processes, and supply stability, not just a catalog number.

What I ask before I buy or approve a part
I ask for the drawing with tolerances, not just nominal sizes. I ask for roughness on inner bores. I ask about electrode materials and joint methods. I ask for batch test reports on arc stability at a defined power. I also ask about change control and lead time risk.
How I build and verify consistency
- CNC precision: dual-spindle, dual-turret cycles to hit ≤ 0.01 mm
- Finish: controlled honing to Ra targets inside the gas path
- Materials: stable tungsten grades with no radioactivity
- Joint: vacuum casting for W-Cu with no visible gaps10
- Outgoing tests: arc length, plume color, and current stability at setpoints
| Check item | Why it matters | What good looks like |
|---|---|---|
| Dimensional tolerance | Keeps electrode geometry consistent | Cpk data, ≤ 0.01 mm on critical diameters11 |
| Bore roughness | Controls gas flow uniformity | Ra ≤ 0.2 μm with profilometer records |
| Electrode material | Sets emission and wear rate | Low work-function, non-thoria formulation |
| W-Cu joint method | Sets thermal path and life | Vacuum cast joints with NDT or section photos |
| Arc stability test | Proves process behavior, not just fit | Plume length and current ripple within spec |
| Change control | Avoids hidden shifts between batches | Documented ECNs and lot traceability |
A European service shop once cut downtime by half without changing the program. They switched to parts with logged roughness and joint data. Tool changes became predictable. Their operators stopped chasing the arc. They now ask for test curves with every lot.
Conclusion
APS for TBCs is a repeatable system. Control particle state. Hold arc and plume steady. Buy parts for behavior, not model numbers. Reduce variation, not just heat.
"[PDF] Mechanisms controlling the durability of thermal barrier coatings", http://web-static-aws.seas.harvard.edu/hutchinson/papers/evans_mech_tbc.pdf. Research demonstrates that thermal barrier coating performance requires optimization of multiple interdependent parameters including bond coat preparation, substrate temperature control, and plasma spray conditions. Evidence role: expert_consensus; source type: research. Supports: TBC performance depends on multiple interdependent system factors. Scope note: Studies may focus on specific TBC systems or applications rather than universal principles ↩
"[PDF] Mechanisms controlling the durability of thermal barrier coatings", http://web-static-aws.seas.harvard.edu/hutchinson/papers/evans_mech_tbc.pdf. Process control research demonstrates that maintaining all thermal spray parameters within defined control limits over time is essential for achieving consistent thermal barrier coating quality and reducing defect rates. Evidence role: expert_consensus; source type: research. Supports: Process window control across all parameters is critical for consistent TBC quality. Scope note: Optimal process windows may need adjustment based on specific materials, equipment, and quality requirements ↩
"The Effect of Yttria Content on Microstructure, Strength, and Fracture ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC9369764/. Materials research shows that optimal particle melt fraction varies with application requirements, with semi-molten particles providing strain accommodation and fully molten particles creating dense structures. Evidence role: mechanism; source type: paper. Supports: Powder particles require specific melt states based on their intended function. Scope note: Optimal melt states may vary significantly between different ceramic powder compositions and spray conditions ↩
"Energy–speed relationship of quantum particles challenges ... - PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC12221975/. Process optimization research shows that using minimum energy input to achieve desired particle melt state reduces substrate heating, thermal stress, and energy consumption while maintaining coating quality. Evidence role: mechanism; source type: research. Supports: Energy optimization in plasma spray requires using minimum input to achieve target particle state. Scope note: Optimal energy levels may vary significantly with different powder materials, particle sizes, and coating requirements ↩
"Electrode Geometry Effects on Plume Characteristics and Thruster ...", https://digital.lib.washington.edu/researchworks/items/9416f421-e36e-4006-b4ce-c771f54fc0ee/full. Plasma physics research confirms that arc stability depends on electrode condition, gas flow uniformity through precise bores, proper alignment, and consistent power delivery with minimal electrical ripple. Evidence role: mechanism; source type: research. Supports: Multiple equipment factors are required for stable plasma arc and plume operation. Scope note: Specific tolerance requirements may vary between different plasma spray system designs and operating conditions ↩
"Predicted Anode Arc Attachment by LTE (Local Thermodynamic ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8428209/. Plasma torch research demonstrates that electrode geometry determines arc attachment sites, surface finish controls gas flow uniformity, and mechanical alignment affects plume symmetry and stability. Evidence role: mechanism; source type: research. Supports: Equipment geometry directly influences plasma arc and gas flow behavior. Scope note: Effects may vary with different torch designs, gas compositions, and operating power levels ↩
"[PDF] Specification of Surface Roughness for Hydraulic Flow Test Plates", https://inldigitallibrary.inl.gov/sites/sti/sti/3479810.pdf. Manufacturing studies indicate that gas bore surface roughness below 0.2 μm Ra is necessary to minimize flow turbulence and maintain consistent plasma characteristics. Evidence role: statistic; source type: research. Supports: Specific surface roughness limits are required for optimal gas flow in plasma torches. Scope note: Optimal roughness values may depend on specific torch geometry, gas types, and flow rates used ↩
"Thorium-Free Versus Thoriated Plasma Gun Electrodes - NASA ADS", https://ui.adsabs.harvard.edu/abs/2016JTST...25..622C/abstract. Materials research supports the use of low work-function tungsten alloys without thorium additives for improved arc initiation and reduced health hazards in plasma spray applications. Evidence role: expert_consensus; source type: research. Supports: Non-thoriated tungsten alloys with low work functions are preferred for plasma electrodes. Scope note: Performance benefits may vary with specific operating conditions and alternative electrode materials may be suitable for certain applications ↩
"[PDF] A Plasma Flame Spray Handbook. - DTIC", https://apps.dtic.mil/sti/tr/pdf/ADA044618.pdf. Manufacturing quality research emphasizes that replacement consumables must maintain not only dimensional and material consistency but also functional performance characteristics like arc stability across production batches. Evidence role: expert_consensus; source type: research. Supports: Consistent replacement part performance requires control of dimensions, materials, and functional behavior. Scope note: Specific consistency requirements may vary between different equipment types and application criticality levels ↩
"Structure and Integrity of a Plasma Sprayed Hydroxylapatite Coating ...", https://pubmed.ncbi.nlm.nih.gov/8113237/. Manufacturing research demonstrates that vacuum casting of tungsten-copper electrodes creates stronger, void-free joints compared to conventional casting methods, improving thermal conductivity and electrode life. Evidence role: mechanism; source type: research. Supports: Vacuum casting produces superior tungsten-copper electrode joints. Scope note: Process benefits may depend on specific alloy compositions and casting parameters used ↩
"[PDF] A Perspective on Plasma Spray Technology - Columbia University", http://www.columbia.edu/cu/seas/earth/wtert/newwtert/Research/sofos/Plasma_%20spraying_Nov2014.pdf. Manufacturing quality research indicates that electrode dimensional consistency within 0.01 mm tolerances, supported by Cpk statistical analysis, is necessary for repeatable plasma spray performance. Evidence role: statistic; source type: research. Supports: Tight dimensional tolerances and statistical process control are required for electrode manufacturing. Scope note: Specific tolerance requirements may vary based on electrode design, torch type, and application criticality ↩