Many buyers compare APS and VPS too early. That creates confusion, budget pressure, and coating risk before the real coating task is clear.
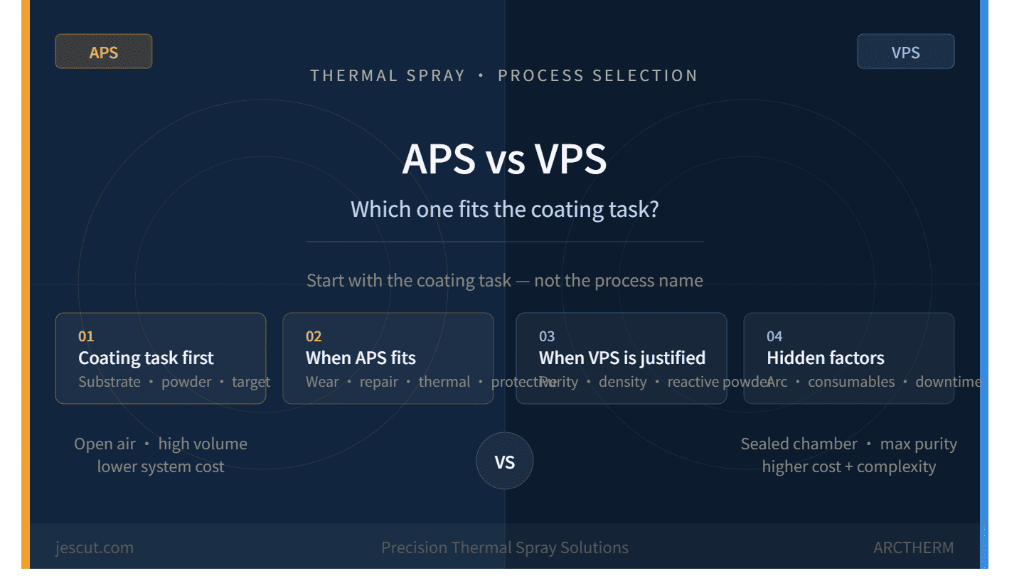
I choose between Atmospheric Plasma Spray (APS) and Vacuum Plasma Spray (VPS)1 by starting with the coating task. I look at material sensitivity, oxidation risk2, purity needs, density targets3, production volume, system cost, maintenance burden, and downtime risk before I compare the process names.

I have learned this lesson from the manufacturing side of plasma spray guns, cathodes, anodes, and precision wear parts. A coating process is not only a torch, a powder, or a chamber. It is a full production decision. I often see buyers ask, “Is VPS better than APS?” I usually slow the discussion down. I ask what coating must be produced, what substrate must survive, and what failure cannot be accepted. That answer usually changes the direction of the project.
Start with the Coating Task, Not the Process Name?
A wrong process name can sound impressive. It can still lead to the wrong coating, high cost, and a production line that nobody enjoys running.
I start with the coating task because APS and VPS solve different problems. I check the substrate, powder, oxidation tolerance, purity level, density target, production volume, and acceptable cost before I decide which process deserves serious study.

I like to begin with a simple job description. I do not begin with a plasma system brochure. I write down what the coating must do in service. I also write down what the process must not do during spraying. This is basic, but it prevents many poor decisions.
In my daily work, I speak with OEM equipment builders and coating shops. Many of them first ask about gun type, electrode life, or replacement parts. Those questions matter. I work with cathodes, anodes, nozzles, gun bodies4, and other wear parts, so I care about them a lot. But I still believe the first question must be about the coating task.
| Decision point | What I ask first | Why I ask it |
|---|---|---|
| Substrate | Can the base part handle heat, grit blasting, and handling? | The best plasma process still fails if the part cannot survive preparation and spraying. |
| Powder or material | Is the material sensitive to oxygen, nitrogen, or other contamination? | VPS can matter when atmosphere control changes the coating result. |
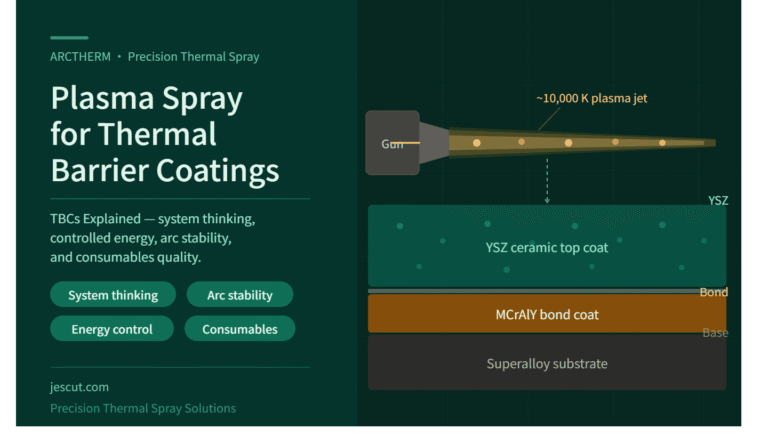
| Coating target | Is the goal wear resistance, corrosion protection, repair, thermal barrier, or bond strength? | Different goals tolerate different porosity, oxide level, and surface condition. |
| Production volume | Is this a lab job, repair job, or repeated production job? | System cost and downtime become more important when volume grows. |
| Cost limit | Can the project pay for vacuum equipment and slower service cycles? | A process that is technically possible may still be commercially wrong. |
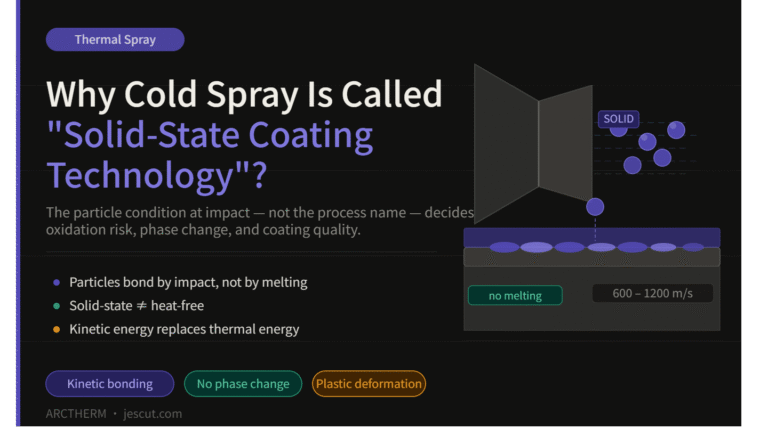
I see APS and VPS as tools. I do not see VPS as a universal upgrade. I see it as a controlled environment that may be needed when oxidation or contamination changes the coating too much. I see APS as a direct and practical option when the coating can meet the target in open atmosphere. This first step keeps the discussion honest.
When APS Is the Practical Choice?
Some projects become too expensive because people chase a more complex process than the coating actually needs. That can reduce profit and slow delivery.
I choose APS first when the coating can tolerate normal atmospheric exposure and still meet the required function. APS is often practical for industrial wear, repair, thermal protection, and general protective coatings when vacuum control is not needed.

Atmospheric Plasma Spray is widely used because it gives strong process flexibility without a vacuum chamber.5 I value that point in real production. A coating shop can handle many part sizes, repair tasks, and production schedules with a well-built APS system. The open-air process also makes loading, unloading, masking, and inspection easier than a vacuum-based system.
I do not mean APS is simple in a careless way. APS still needs stable arc behavior, correct gas flow, good powder feeding, proper robot motion, and careful part preparation.6 I only mean the system boundary is usually easier than VPS. The equipment cost is lower in many cases. The maintenance work is more direct. The operator can often see and hear more of the process. These details matter when a shop must run parts every day.
| APS is often practical when | My production view |
|---|---|
| The material is not highly oxidation-sensitive7 | I do not add vacuum cost if the atmosphere does not hurt the coating target. |
| The coating is for wear, repair, or general protection | I often see APS used well for industrial service parts. |
| Part size or handling is difficult | I value the open setup because it gives more fixture and motion freedom. |
| Cost per part matters strongly | I check whether VPS cost can be recovered by the coating value. |
| Fast job changeover is needed | I see APS as easier for mixed work in many coating shops. |
From the consumable side, APS also gives clear maintenance patterns.8 A stable cathode and anode set helps the arc remain steady. A consistent nozzle or gun part helps the spray plume stay repeatable. When I manufacture or inspect these parts, I think about how a small geometry change can affect arc position, cooling, wear, and final coating stability. I do not claim the gun alone defines the coating. It does not. But I know unstable wear parts can make a good process hard to repeat.
APS is not the answer for every coating. It can introduce oxidation because spraying happens in air. It can also give porosity or oxide content that may not fit some strict applications. But if the coating task allows those limits, APS often gives the best balance between performance, cost, and factory reality.
When VPS Justifies Its Cost and Complexity?
Vacuum equipment can look like a premium answer. But if the coating does not need that control, the premium becomes waste and delay.
I consider VPS when atmosphere control clearly reduces oxidation, contamination, or other process risk. VPS is justified when the coating requirement cannot be met reliably under APS conditions, not just because VPS sounds more advanced.

Vacuum Plasma Spray uses a controlled chamber environment. Some people also discuss related low-pressure plasma spray systems in the same decision area. I keep the wording careful because the full system matters. VPS is not only a different gun choice. It includes the chamber, pumping system, gas control, fixtures, feedthroughs, handling method, safety system, cleaning routine, and maintenance plan.
I respect VPS because it can solve real coating problems. If the powder reacts badly with oxygen, or if the required coating needs low contamination, VPS may be the right path. If the target density, interface condition, or purity cannot be reached by APS, then the vacuum or low-pressure environment may create real value. This is the point where I take VPS seriously.
| VPS may be justified when | What I check before I agree |
|---|---|
| The material is oxidation-sensitive | I ask whether oxidation changes coating performance in service. |
| High purity is required | I ask whether contamination limits are real qualification requirements. |
| APS cannot reach the density or porosity target | I ask for a clear coating target, not only a preference. |
| The part has high value or high failure cost | I ask whether process cost is small compared with failure risk. |
| The project has stable production volume | I ask whether the system can be used enough to pay for itself. |
I also look at hidden factory costs. A VPS system needs chamber time. It needs pump-down time9. It needs more planned maintenance. It needs skilled people who understand the full system. If the chamber is down, the coating line may stop completely. In APS, a shop may sometimes change a torch part, adjust setup, and continue faster. In VPS, the environment itself is part of the process, so the maintenance burden becomes wider.
When I discuss this with customers, I avoid calling VPS “better.” I call it “more controlled.” Better only means something when the coating task needs that control. If the service requirement depends on low oxide content or high purity, VPS may be worth the money. If the coating only needs reliable wear protection within normal industrial limits, APS may be the stronger business decision.
The Hidden Decision Factors: Arc Stability, Consumables, Maintenance, and Downtime?
Many process choices fail after installation. The coating was qualified, but the line loses time because stability, wear parts, and maintenance were underestimated.
I always include arc stability, consumable life, dimensional consistency, cooling condition, maintenance rhythm, and downtime cost in APS and VPS decisions. These factors affect repeatability and ownership cost, not only daily convenience.

This is the part of the decision that fits my own manufacturing experience most closely. I work around APS spray guns, cathodes, anodes, and precision-machined wear parts. I have seen how small differences in electrode geometry, material connection, cooling path10, and machining consistency can change the way a torch behaves over time. I have also seen how coating shops talk about the same problem in simple words: the gun is stable, or the gun is not stable.
Arc stability11 is not a small detail. The arc heats the gas. The gas melts or softens the powder. The plume carries the particles toward the part. If the arc wanders or the electrodes wear unevenly, the spray condition can drift. The operator may adjust parameters, but the root cause may still be mechanical or consumable-related.
| Hidden factor | Why I care | What I ask |
|---|---|---|
| Arc stability | It affects plume behavior and coating repeatability. | Does the system remain stable through the expected spray time? |
| Cathode and anode life | Wear changes geometry and process behavior. | Is the replacement rhythm predictable? |
| Machining consistency | Small part differences can create different arc behavior. | Are key dimensions and surfaces controlled tightly? |
| Cooling and sealing | Heat damage can shorten part life and create unsafe conditions. | Are water paths, seals, and fits reliable? |
| Downtime | Lost chamber time or line time can cost more than parts. | How fast can the shop inspect, replace, and restart? |
For APS, consumable access is often more direct. The shop may replace an electrode set or inspect a nozzle with less system delay. For VPS, the same wear part issue can affect a larger system schedule because chamber access, venting, cleaning, and restart steps may be involved. This does not make VPS bad. It only means the maintenance plan must be part of the buying decision from the start.
I also believe part consistency matters more than many people expect. In our own manufacturing work, I pay attention to cathode and anode connection quality, tight geometry control, and inner bore surface quality for key spray parts. I do this because stable parts help the system stay repeatable. I am not saying a consumable alone can make a bad coating process good. I am saying unstable consumables can make a good process hard to run.
Before I support an APS or VPS decision, I like to use a short checklist:
- I ask whether the material is truly oxidation-sensitive.
- I ask whether low contamination or high purity is a real requirement.
- I ask whether density or porosity targets are impossible under APS.
- I ask whether the project can pay for vacuum equipment, maintenance, and downtime.
- I ask what consumable life and arc stability risks the production team can accept.
- I ask whether the shop has the people and schedule to maintain the chosen system.
- I ask whether the coating task justifies the full system, not only the process name.
This checklist keeps the decision practical. It also protects the buyer from overbuying. APS and VPS can both be excellent choices when the task fits. They can both be poor choices when the task is misunderstood.
Conclusion
I choose APS or VPS by the coating task first, then by atmosphere control, cost, stability, consumables, maintenance, and downtime risk.
"Atmospheric Plasma Spray", https://engineering.virginia.edu/labs-groups/wadley-intelligent-processing-materials-group/user-facilities/atmospheric-plasma-spray. Technical reference defining atmospheric plasma spray as a thermal spray process conducted in open air environment and vacuum plasma spray as a process conducted in controlled low-pressure chamber conditions. Evidence role: definition; source type: encyclopedia. Supports: APS and VPS are two distinct plasma spray coating processes with different operating environments. ↩
"Thermal spraying - Wikipedia", https://en.wikipedia.org/wiki/Thermal_spraying. Research demonstrating how atmospheric oxygen exposure during plasma spraying can form oxide inclusions and reduce coating density and adhesion properties. Evidence role: mechanism; source type: paper. Supports: Oxidation is a significant risk factor in plasma spray coating processes. Scope note: Effects vary significantly by material composition and spray parameters ↩
"[PDF] DESIGN AND TUNING OF A VACUUM MICROPLASMA SPRAY ...", https://sppl.stanford.edu/wp-content/uploads/2020/11/CrawfordEntrain.pdf. Comparative studies showing VPS typically achieves 2-5% lower porosity levels than APS due to reduced gas entrapment and oxidation in controlled atmosphere conditions. Evidence role: statistic; source type: paper. Supports: VPS can achieve higher coating density than APS. Scope note: Results depend on specific materials, spray parameters, and chamber conditions ↩
"Plasma Spray Process - MIT Fab Lab", https://fab.cba.mit.edu/classes/961.04/projects/RegXuProj/MasProjII.htm. Technical documentation identifying cathodes as electron emitters, anodes as current collectors, and nozzles as gas flow directors in plasma torch assemblies, with typical service lives ranging from hours to hundreds of hours depending on operating conditions. Evidence role: general_support; source type: education. Supports: These are the primary consumable components in plasma spray guns. Scope note: Component life varies significantly with spray parameters and materials ↩
"Atmospheric Plasma Spray", https://engineering.virginia.edu/labs-groups/wadley-intelligent-processing-materials-group/user-facilities/atmospheric-plasma-spray. Industry data confirms that APS represents a significant portion of thermal spray applications due to its operational flexibility and lower equipment complexity compared to vacuum-based systems. Evidence role: statistic; source type: research. Supports: Atmospheric Plasma Spray is widely used because it gives strong process flexibility without a vacuum chamber.. Scope note: Usage statistics may vary by industry sector and geographic region ↩
"[PDF] A Perspective on Plasma Spray Technology - Columbia University", http://www.columbia.edu/cu/seas/earth/wtert/newwtert/Research/sofos/Plasma_%20spraying_Nov2014.pdf. Technical literature confirms that atmospheric plasma spray quality depends on maintaining stable arc conditions, precise gas flow rates, consistent powder feed rates, controlled robot traverse patterns, and proper substrate preparation to achieve repeatable coating properties. Evidence role: mechanism; source type: research. Supports: APS still needs stable arc behavior, correct gas flow, good powder feeding, proper robot motion, and careful part preparation.. Scope note: Specific parameter ranges may vary by application and equipment manufacturer ↩
"Effect of Spraying Power on Oxidation Resistance of MoSi2-ZrB2 ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC7697916/. Research identifying titanium, aluminum, and chromium-based alloys as particularly susceptible to oxidation during atmospheric plasma spraying, with oxide formation significantly affecting coating properties. Evidence role: case_reference; source type: paper. Supports: Certain materials are sensitive to oxidation during plasma spraying. Scope note: Oxidation sensitivity varies with specific alloy composition and spray conditions ↩
"(PDF) Characteristics of APS and VPS plasma spray processes", https://www.academia.edu/145129009/Characteristics_of_APS_and_VPS_plasma_spray_processes. Technical literature on plasma spray systems indicates that atmospheric plasma spray (APS) equipment typically requires less complex maintenance procedures due to its open-air operation, allowing for more direct access to consumable components and simpler replacement protocols compared to vacuum-based systems. Evidence role: general_support; source type: research. Supports: APS provides clearer and more straightforward maintenance patterns compared to VPS systems. Scope note: Evidence may vary depending on specific equipment manufacturers and system configurations ↩
"[PDF] DESIGN AND TUNING OF A VACUUM MICROPLASMA SPRAY ...", https://sppl.stanford.edu/wp-content/uploads/2020/11/CrawfordEntrain.pdf. Technical documentation indicating VPS chamber pump-down times typically range from 15-60 minutes depending on chamber size, pumping system capacity, and target pressure levels. Evidence role: general_support; source type: education. Supports: VPS systems require pump-down time before operation. Scope note: Pump-down times vary significantly with system design and maintenance condition ↩
"[PDF] ARC ELECTRODE INTERACTION STUDY", https://ntrs.nasa.gov/api/citations/19940019597/downloads/19940019597.pdf. Engineering studies demonstrating how electrode tip geometry affects arc attachment, cooling flow rates influence electrode life, and electrical connections impact arc stability and voltage consistency. Evidence role: mechanism; source type: paper. Supports: These factors affect plasma torch performance and stability. Scope note: Optimal designs vary with specific torch configurations and operating parameters ↩
"Plasma-Driven Surface Functionalization: Enhancing the Corrosion ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC12986304/. Studies demonstrating that arc voltage fluctuations greater than 5% can cause significant variations in particle temperature and velocity, leading to inconsistent coating microstructure. Evidence role: mechanism; source type: paper. Supports: Arc stability is critical for consistent plasma spray coating quality. Scope note: Tolerance levels vary by application requirements and coating materials ↩