I often see buyers compare HVOF and D-Gun by one number. That creates pressure, confusion, and risk before the real coating job is understood.
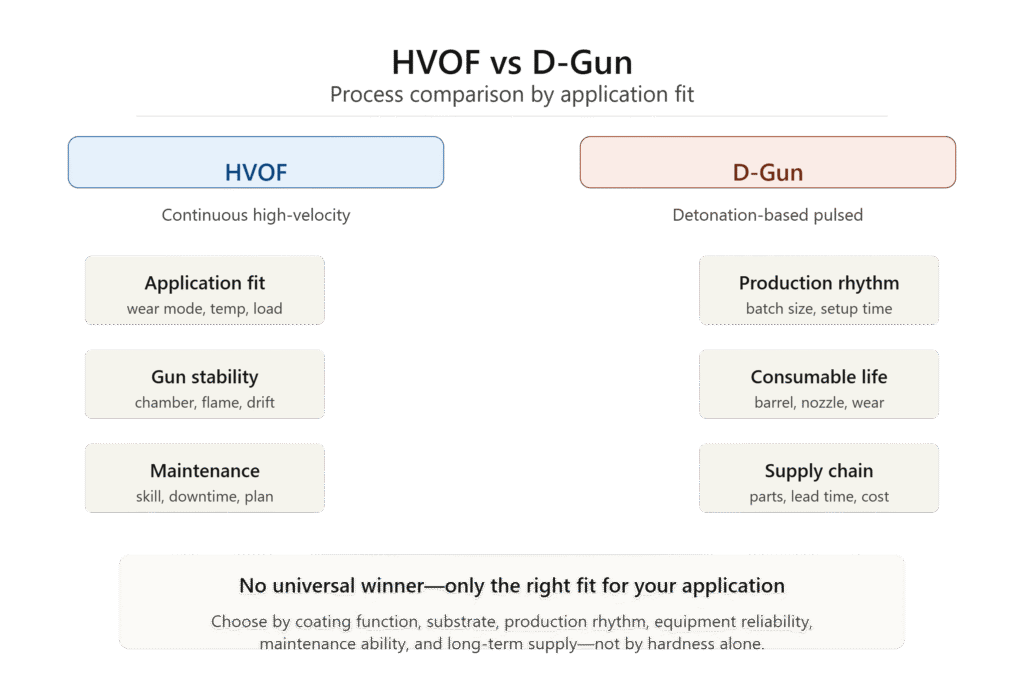
I compare HVOF and D-Gun by application fit, not by a universal winner. I look at coating function, substrate, powder, production rhythm, maintenance ability, gun stability, consumable life, and spare-part supply before I judge which process is better.

When I speak with OEMs, spraying shops, and engineering buyers, I hear the same question in different words. They ask whether HVOF is better than D-Gun, or whether D-Gun can make a denser carbide coating, or whether one process gives longer wear life. I understand why this question appears. Both processes are linked with high-performance coatings1. Both can be used for hard carbide coatings. Both are discussed in aerospace, energy, heavy machinery, and repair work2.
But I do not think the first question should be “Which one wins?” I think the first question should be “What must the coating do every day, and can the process repeat that result in my production environment?” A coating that looks excellent in one test can still be the wrong choice if the operating window is narrow, the maintenance burden is high, or the spare-part supply is weak. In my work as a manufacturer of HVOF gun bodies, barrels, combustion chambers, and wear parts, I have learned that process choice is not only a coating question. It is also an equipment, maintenance, and supply-chain question.
Beyond Performance Numbers: What HVOF and D-Gun Are Really Designed to Achieve?
I have seen good engineers lose time when they chase hardness alone. The coating may test well, but the real part still fails.
I see HVOF as a continuous high-velocity thermal spray process3. I see D-Gun as a detonation-based process with pulsed energy4. Both aim to create dense, well-bonded coatings, but each process has its own application window and production behavior.

I usually begin with the coating function. I ask if the part needs wear resistance, corrosion resistance, oxidation resistance, dimensional restoration, or a mix of these needs. Then I connect that need with substrate material, powder type, coating thickness, part geometry, and service load. I do not treat hardness, porosity, bond strength, and coating density as free-standing answers. I treat them as evidence that must match the real job.
In general industry discussion, HVOF is often used for carbide coatings such as WC-Co and WC-CoCr5, and it is widely used in repair, oil and gas, power, paper, printing, valve, and heavy-industry parts6. D-Gun is also known for dense and hard coatings7, and it has a long history in demanding wear applications8. But I do not assume that a public data point from one supplier will apply to every powder, part, and shop.
| My first question | Why I ask it | What it changes |
|---|---|---|
| What is the coating function? | I need the real failure mode. | It changes powder and process choice. |
| What is the substrate? | I need to know heat and stress limits. | It changes preheat, spray distance, and risk. |
| What powder will be used? | I need to know melting and impact behavior. | It changes coating density and carbide retention. |
| What is the production volume? | I need to know shop rhythm. | It changes whether cycle time or setup time matters more. |
| What data is verified? | I need real application proof. | It reduces risk before investment. |
I often tell buyers that published values are useful as a starting point. I also tell them that values must be verified by supplier testing or application testing. A coating process is not only a machine name. It is a full chain from powder to gun to fixture to operator to inspection.
HVOF vs D-Gun for Carbide Coatings: Why Application Requirements Matter More Than Process Labels?
I know carbide coating buyers want a simple answer. But a simple label can hide powder behavior, part shape, and service failure.
For carbide coatings, I compare HVOF and D-Gun by wear mode, temperature, corrosion load, impact load, and finishing requirement. I do not choose by process name alone, because the same coating family can behave differently under different service conditions.

When I work around HVOF components, I pay close attention to the barrel, combustion chamber, fuel and oxygen mixing condition, cooling condition, and powder injection stability. These equipment details influence particle heating and acceleration. They also influence coating repeatability. In carbide coatings, this matters a lot because the coating must keep useful carbide structure and form a dense layer with strong bonding. Too much heat can damage the carbide phase9. Too little energy can reduce bonding or density10. The best point depends on the coating target.
I also consider the finishing route. Some carbide coatings are ground after spraying. The coating must have enough density and bonding to survive finishing. Some parts are repaired to a dimension. The coating must build thickness without cracking or high stress. Some parts face sliding wear. Some face erosion. Some face corrosion and wear together. These are different problems.
| Application need | My concern | Why the process label is not enough |
|---|---|---|
| Sliding wear | I check hardness, density, and surface finish. | A hard coating still fails if bonding is weak. |
| Erosion wear | I check particle impact angle and coating toughness. | Dense coating alone may not solve brittle damage. |
| Corrosion plus wear | I check binder chemistry and porosity. | Low porosity helps, but chemistry also matters. |
| Dimensional repair | I check thickness, stress, and grinding loss. | A high-performance process may be slow or costly. |
| Heat exposure | I check oxidation and phase stability. | Room-temperature hardness may not predict service life. |
I see HVOF used often where shops need practical production flexibility and stable carbide coating output. I also respect D-Gun where it fits a specific demanding coating requirement and where the user has the right equipment, support, and experience. I do not rank one above the other without a part drawing, powder specification, service condition, and inspection standard. That is the only fair way to compare them.
Coating Quality Is Only Part of the Decision: Production Rhythm, Maintenance, and Repeatability Matter Too?
I have seen technically strong processes become business problems. The coating is good, but downtime, setup, or unstable supply damages profit.
I judge HVOF and D-Gun by repeatable production, not only coating quality. A process must fit batch size, operator skill, maintenance plan, spare-part availability, inspection method, and delivery schedule.

In a real spraying shop, the coating process must run inside a schedule. The operator has parts waiting. The customer wants delivery. The quality team needs inspection records. The purchasing team needs spare parts at a predictable cost. The maintenance team needs parts that can be replaced without long shutdowns. I have heard these concerns many times from shops and system builders. They do not only ask about porosity. They ask if the gun can run stably tomorrow, next week, and next month.
For HVOF, I often see users focus on fuel type, cooling, powder feeding, barrel wear, combustion chamber wear, and nozzle or gun alignment. These details influence coating consistency. For D-Gun, I would ask similar practical questions, while I would stay within public and supplier-verified information because each system may have its own design limits. I would ask about cycle behavior, maintenance steps, safety systems, and support response.
| Production factor | My practical question | Risk if ignored |
|---|---|---|
| Batch size | Can the process handle the daily part count? | Good coating, poor delivery. |
| Setup time | Can operators change jobs quickly? | Lost machine hours. |
| Maintenance skill | Can the shop service the system correctly? | Long downtime and unstable quality. |
| Spare-part supply | Are wear parts available and consistent? | Delayed jobs and higher cost. |
| Inspection plan | Can the shop confirm quality every batch? | Hidden variation and customer claims. |
I also think repeatability is not just a machine setting. It is the result of good consumables, stable gas and fuel supply, controlled powder feeding, clean cooling, correct fixture movement, and trained operators. A process with slightly better lab numbers can lose value if the shop cannot repeat it on real parts. That is why I always connect coating performance with production rhythm.
The Often-Overlooked Equipment Factors: Gun Stability, Consumable Life, and Long-Term Operating Reliability?
I often see buyers price the system first. Then they discover that barrel life, chamber stability, and consumable variation decide real cost.
I look at gun stability, consumable life, maintenance convenience, and spare-part consistency before I trust a thermal spray process for long-term work. These factors affect coating repeatability as much as process theory does.

My own experience is strongest on the manufacturing side of HVOF guns, barrels, combustion chambers, and related wear parts. I have seen how small changes in machining quality can become large changes in spray behavior. A barrel bore must be stable11. A combustion chamber must resist heat and erosion. Cooling channels must support long operation. Critical dimensions must be controlled. Surface finish inside key flow areas can affect stability12. In our own production work, we pay close attention to precision machining, bore roughness, form tolerance, and material connection quality because these details support stable spraying.
I do not claim that equipment factors replace application testing. They do not. But I believe they decide whether good test results can be repeated in a shop. If the gun drifts, if consumables wear too fast, or if replacement parts vary from batch to batch, the coating result will also drift. This is true for HVOF, and it is also a useful way to think about any high-energy thermal spray system, including D-Gun systems.
| Equipment factor | What I check | Why it matters in production |
|---|---|---|
| Gun stability | I check flame or jet stability and repeat setup behavior. | It protects coating consistency. |
| Barrel life | I check wear pattern and bore condition. | It affects particle velocity and spray shape. |
| Combustion chamber life | I check heat resistance and erosion behavior. | It affects stable energy output. |
| Consumable consistency | I check dimensions, material, and finishing. | It reduces batch-to-batch variation. |
| Maintenance convenience | I check replacement steps and tool needs. | It reduces downtime. |
| Technical support | I check response speed and practical knowledge. | It lowers risk during production problems. |
I also ask buyers to consider long-term supply risk. A spraying shop can lose money when a small wear part is unavailable. An OEM can lose customer trust when replacement parts do not match the original performance. An engineering buyer can approve a good process and still face trouble if the supply chain is fragile. I do not see these as secondary issues. I see them as part of process selection. Good coating quality must be supported by reliable hardware, stable consumables, and practical service.
Conclusion
I compare HVOF and D-Gun by application fit, production reality, maintenance ability, and long-term reliability, not by one performance number.
"Thermal spraying - Wikipedia", https://en.wikipedia.org/wiki/Thermal_spraying. Technical literature confirms that both HVOF and D-Gun thermal spray processes are recognized for producing high-performance coatings in industrial applications. Evidence role: general_support; source type: paper. Supports: Both HVOF and D-Gun processes are linked with high-performance coatings. Scope note: Performance characteristics vary significantly based on specific powder materials and application parameters ↩
"Hvof Tungsten Carbide Coating Market Research Report 2034", https://dataintelo.com/report/hvof-tungsten-carbide-coating-market. Industry research documents the application of both HVOF and D-Gun thermal spray processes across aerospace, energy generation, heavy machinery, and repair sectors. Evidence role: general_support; source type: research. Supports: Both HVOF and D-Gun are used in aerospace, energy, heavy machinery, and repair work. Scope note: Specific market penetration and preference patterns may vary by geographic region and application requirements ↩
"Thermal spraying - Wikipedia", https://en.wikipedia.org/wiki/Thermal_spraying. Technical references define HVOF (High Velocity Oxygen Fuel) as a continuous thermal spray process that uses combustion to accelerate particles at high velocities. Evidence role: definition; source type: encyclopedia. Supports: HVOF is a continuous high-velocity thermal spray process. ↩
"Detonation spraying - Wikipedia", https://en.wikipedia.org/wiki/Detonation_spraying. Technical literature describes D-Gun (Detonation Gun) as a thermal spray process that uses controlled detonations to create pulsed high-energy particle acceleration. Evidence role: definition; source type: encyclopedia. Supports: D-Gun is a detonation-based process with pulsed energy. ↩
"Investigation on Microstructure, Mechanical and Wear Properties of ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8231858/. Research literature documents extensive use of HVOF processes for applying tungsten carbide-based coatings, particularly WC-Co and WC-CoCr compositions. Evidence role: general_support; source type: paper. Supports: HVOF is often used for carbide coatings such as WC-Co and WC-CoCr. Scope note: Optimal processing parameters and coating properties depend on specific powder characteristics and substrate requirements ↩
"What is HVOF Thermal Spray and Why Is It Important", https://www.haydencorp.com/what-is-hvof-thermal-spray-and-why-is-it-important. Industry analysis confirms widespread adoption of HVOF thermal spray technology across multiple sectors including oil and gas, power generation, paper processing, printing, valve manufacturing, and heavy industrial repair applications. Evidence role: general_support; source type: research. Supports: HVOF is widely used in repair, oil and gas, power, paper, printing, valve, and heavy-industry parts. Scope note: Market penetration and specific application preferences may vary by geographic region and local industry practices ↩
"Detonation spraying - Wikipedia", https://en.wikipedia.org/wiki/Detonation_spraying. Technical studies demonstrate that D-Gun (Detonation Gun) thermal spray processes can produce coatings with high density and hardness characteristics. Evidence role: general_support; source type: paper. Supports: D-Gun is known for producing dense and hard coatings. Scope note: Actual coating properties depend on powder material, process parameters, and substrate preparation methods ↩
"Detonation spraying - Wikipedia", https://en.wikipedia.org/wiki/Detonation_spraying. Historical technical literature documents the development and application of D-Gun technology for demanding wear-resistant coating applications since its introduction in the mid-20th century. Evidence role: historical_context; source type: paper. Supports: D-Gun has a long history in demanding wear applications. Scope note: Specific timeline and application evolution may vary by geographic region and industrial sector ↩
"Thermally Sprayed Coatings for the Protection of Industrial Fan Blades", https://pmc.ncbi.nlm.nih.gov/articles/PMC11355385/. Materials science research demonstrates that excessive thermal exposure during spray processes can cause carbide phase decomposition and formation of undesirable phases in carbide-based coatings. Evidence role: mechanism; source type: paper. Supports: Excessive heat can damage the carbide phase in thermal spray coatings. Scope note: Critical temperature thresholds vary depending on specific carbide composition and heating rate ↩
"Review of the physicochemical properties and associated health ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC7988297/. Thermal spray research establishes that inadequate particle energy results in poor particle deformation and bonding, leading to reduced coating density and adhesion strength. Evidence role: mechanism; source type: paper. Supports: Insufficient energy can reduce coating bonding or density in thermal spray processes. Scope note: Optimal energy requirements vary significantly based on powder material properties and substrate characteristics ↩
"[PDF] Design and Development of a High Velocity Oxy-Fuel Thermal ...", https://scholarworks.utep.edu/cgi/viewcontent.cgi?article=2209&context=open_etd. Equipment design research confirms that thermal spray gun barrel bore dimensional stability is essential for maintaining consistent particle velocity and spray pattern uniformity. Evidence role: mechanism; source type: research. Supports: Thermal spray gun barrel bore stability is critical for performance. Scope note: Specific tolerance requirements depend on gun design, operating conditions, and coating application demands ↩
"Thermal spraying - Wikipedia", https://en.wikipedia.org/wiki/Thermal_spraying. Fluid dynamics research in thermal spray systems demonstrates that internal surface finish quality in critical flow areas influences gas flow stability and particle trajectory consistency. Evidence role: mechanism; source type: research. Supports: Internal surface finish in thermal spray guns affects operational stability. Scope note: Optimal surface finish specifications vary based on gun design, operating pressure, and gas flow characteristics ↩